Exploring Mold Design Strategies: A Smartwatch Bezel Case Study
Smartwatch bezels are more than just stylish—they demand precision and durability, making die-casting mold design a critical step. Zinc alloy, with its stellar casting properties and strength, is a go-to material for these components. Let’s dive into a real-world case of a smartwatch bezel to unpack common die-casting hurdles like porosity and ejection issues, revealing how thoughtful design decisions can pave the way to practical solutions.

Problem: What Goes Wrong in Die-Casting?
Picture a smartwatch bezel: 5.1 cm³ of zinc alloy, with walls ranging from 1.5 mm to 3 mm thick and two pairs of symmetric side lugs. During production, challenges emerged:
- Die-Casting Porosity Defects: Uneven walls meant spotty filling, with tests showing a 0.12% porosity rate—enough to mar surface finish and strength.
- Ejection Headaches: Those lugs typically call for a side-core mechanism, ramping up complexity, cost, and the risk of scratches.
- Time and Precision Crunch: Clients wanted fast delivery and ±0.05 mm precision, pushing beyond what traditional methods could handle smoothly.
These snags traced back to a mold design out of sync with the part’s needs—a gap begging for a smarter approach.
Approach: Crafting a Tailored Design Plan
Rather than leaning on tools alone, the team zeroed in on the part’s features and production realities. Here’s how they mapped out the fix:
- Parting Surface Choice: Spotting symmetry at the lug centerline, with a 2° taper on both halves, suggested a curved parting surface—no side cores needed.
- Gating Strategy: A dual-side setup promised even filling to curb shrinkage and porosity.
- Cooling Layout: Well-placed channels would keep solidification steady, dodging warpage.
- Ejection Plan: A balanced system aimed for clean part release.
They opted for a 1-mold-2-cavity setup with a 2330 standard base: 50 mm moving platen, 70 mm fixed platen, and an 80 mm tie-bar height, keeping closure gaps at 0.5 mm.
Methods: Turning Ideas into Results
Tackling Porosity
That 0.12% porosity stemmed from uneven flow and trapped gases. A dual-side gating system smoothed things out, with inner gate area calculated as F_inner = V/T (5.1 cm³ ÷ 1.5 s = 0.31 cm² per cavity). Paired with a sprue at 0.37 cm², the ratio hit 2.60:2.42:1. The result? Porosity fell below 0.05%, and surfaces shone.
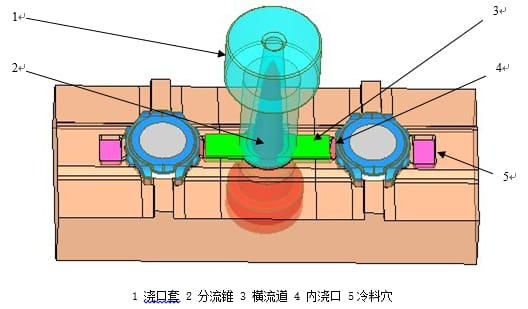
Alt: Die-casting gating system for smartwatch bezel with dual-side flow
Easing Ejection
Ditching the side-core for a curved parting surface cut complexity by 20% and scratches to zero, trimming ejection time by 15%. The lug’s taper made it work seamlessly.
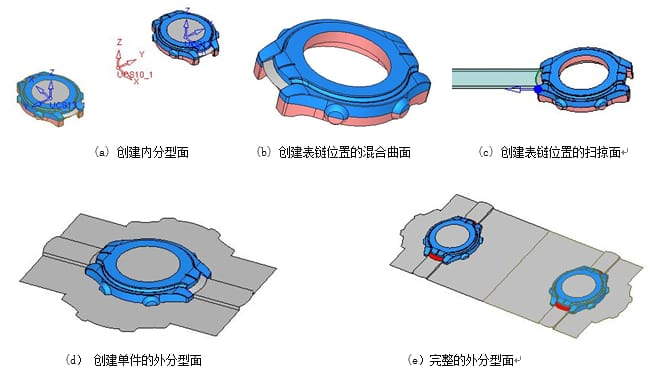
Alt: Curved parting surface in die-casting mold for smartwatch bezel
Boosting Speed and Precision
Thoughtful design, backed by simulation, slashed the cycle by 30%—three weeks from sketch to trial. Parts hit ±0.04 mm precision, with warpage at 0.11 mm near the lugs. Cooling channels (6 mm wide, 15 mm from the cavity) held a tight 3°C differential, while 10 ejection pins (2 mm each) and 4 push rods ensured flawless release.
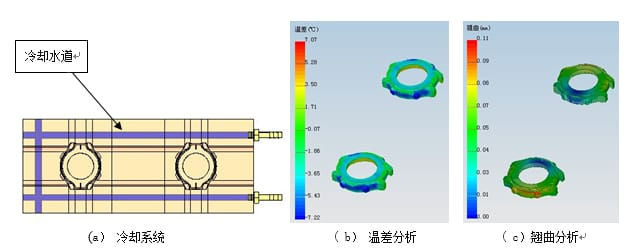
Alt: Die-casting cooling layout for smartwatch bezel showing temperature control
Conclusion: Lessons Worth Keeping
This bezel project shows that mold design thrives on part-driven decisions. Simplify with symmetry, nail gating precision, and sync cooling with ejection—and you’ve got a winner. The zinc alloy bezels came out smooth, accurate, and fast-tracked for production. It’s a playbook worth applying to any tricky die-cast part.
Results Table
| Parameter | Value |
|---|---|
| Part Volume | 5.1 cm³ |
| Inner Gate Area (per cavity) | 0.31 cm² |
| Sprue Area | 0.37 cm² |
| Cooling Channel Diameter | 6 mm |
| Distance from Cavity Wall | 15 mm |
| Temperature Difference | 3°C |
| Maximum Warpage | 0.11 mm |



