Optimizing Die Casting Process Parameters for Automotive Rear Trailing Arms
Principles: Die Casting Enables Lightweight Suspension Components
The rear trailing arm, a critical suspension component, connects and supports vehicle structures, varying in shape and size across suspension types. High-end cars like the Audi A8 use aluminum alloy forgings for lightweight front and rear arms, while domestic small-to-medium electric vehicles rely on steel trailing arms produced via rolling, stamping, and welding—processes that are complex, less efficient, and costly. A new trailing arm design (620 mm × 50 mm × 50 mm) simplifies the structure but remains large, making traditional methods inefficient. High-pressure aluminum die casting, with its mature technology, offers high precision, short design cycles, reduced costs, and improved efficiency. This study optimizes the trailing arm’s 3D model, simulates the casting process using Anycasting software, predicts defects, and validates parameters to enhance quality.
Problem: Impact of Process Parameters on Casting Quality
Steel trailing arms are heavy and labor-intensive, failing to meet lightweighting trends, while aluminum die casting’s success hinges on parameter precision:
- Filling and Solidification Defects: Suboptimal pouring temperature or injection speed risks premature solidification, porosity, or shrinkage.
- Microstructure Control: Grain size and secondary dendrite arm spacing (SDAS) affect strength, requiring careful temperature gradient management.
- Oxides and Mold Wear: High temperatures increase oxidation, while low temperatures reduce flowability; mold erosion must also be minimized.
Optimized parameters are essential to address these challenges and ensure defect-free castings.
Approach: Parameter Optimization and Validation
1. Model and Simulation Setup
The trailing arm’s 3D model, built in UG NX10.0 and exported as an STL file for casting simulation (see Figure 1), is analyzed using Anycasting to predict defects. The material, A356 aluminum alloy, has its composition verified via spectrometer, with key elements including 7.66% Si, 0.26% Mg, and 0.22% Fe.
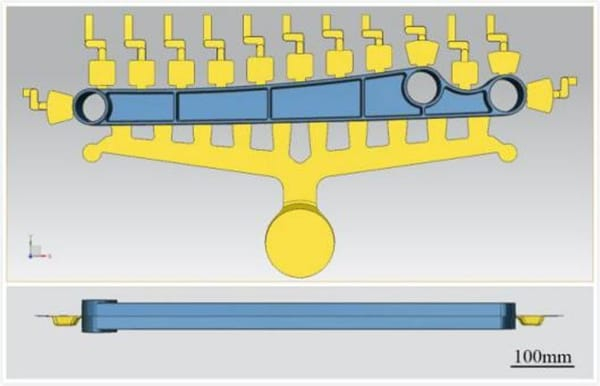
Figure 1: 3D Model of Rear Trailing Arm, Showcasing Optimized Design Structure
2. Pouring Temperature Optimization
Using a single-variable method, pouring temperatures from 620 ℃ to 735 ℃ are tested, with injection speed fixed at 30 cm/s and mold temperature at 200 ℃. Simulation (Figure 2) shows 680 ℃ yields uniform temperature distribution without premature solidification or steep gradients. Grain size is minimized at 680 ℃ (Figure 3), oxide content is lowest (Figure 6), and solidification time is consistent (Figure 4), reducing defect probability (Figure 5). Thus, 680 ℃ is selected as optimal.
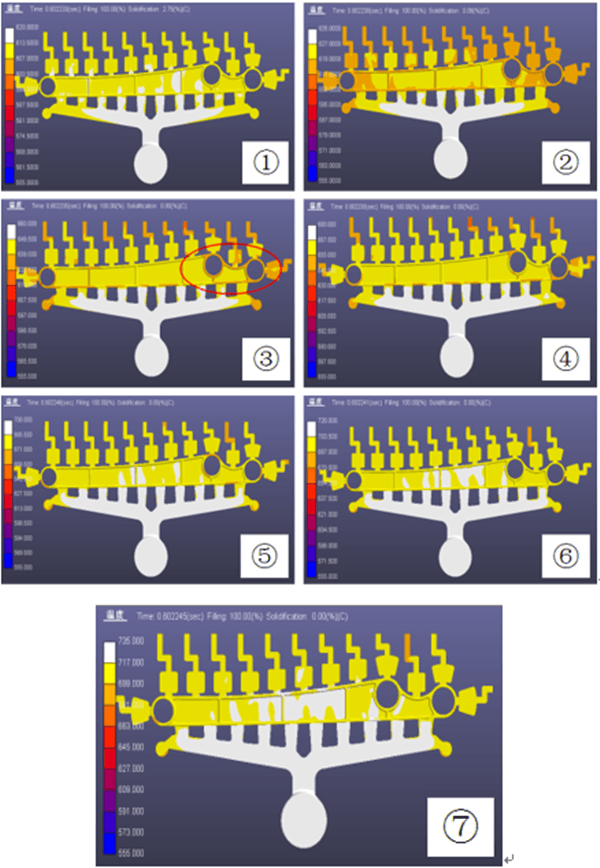
Figure 2: Temperature Distribution at 100% Filling, Validating Uniformity at 680 ℃
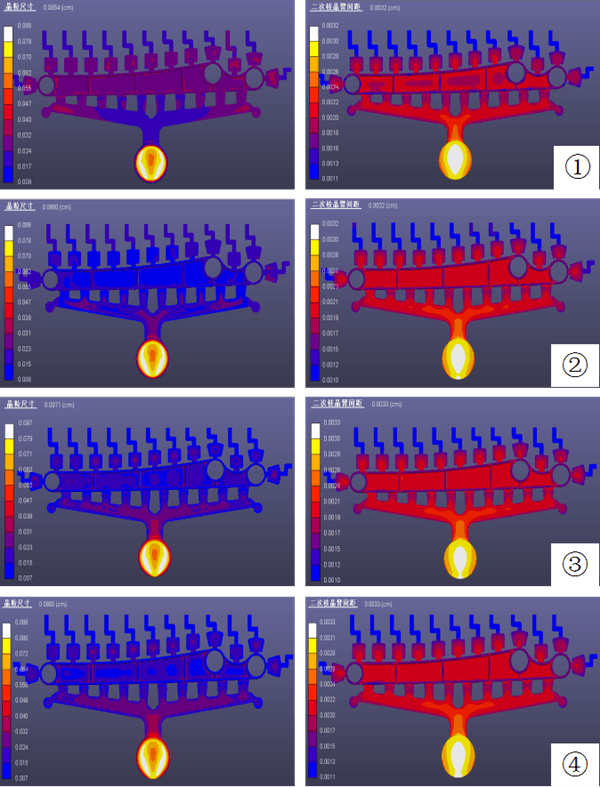
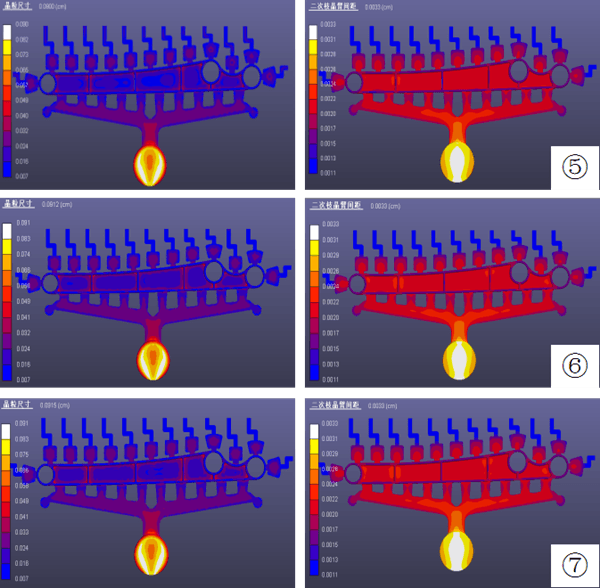
Figure 3: Grain Size and SDAS Comparison, Highlighting Fine Equiaxed Grains at 680 ℃
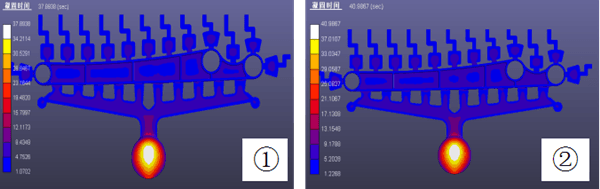
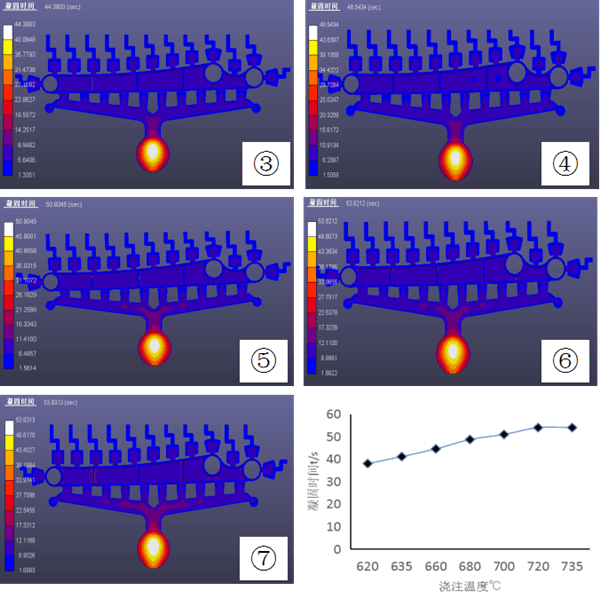
Figure 4: Solidification Time Distribution, Confirming Consistency at 680 ℃
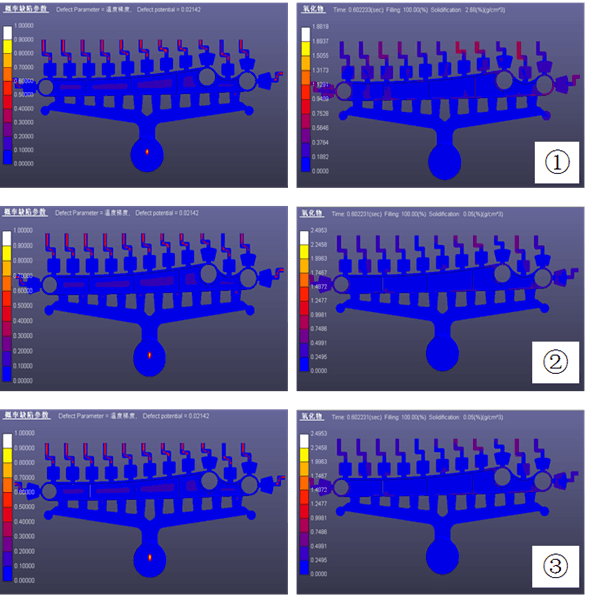
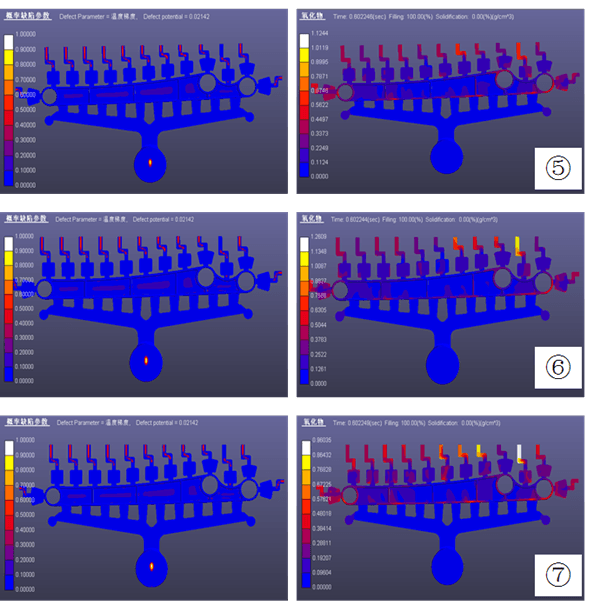
Figure 5: Defect Probability and Oxide Distribution, Showing Lowest Risk at 680 ℃
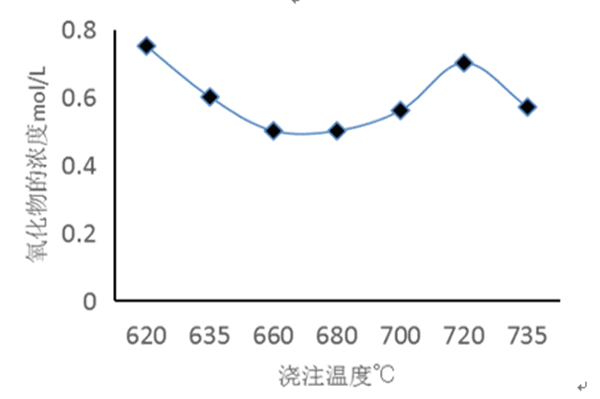
Figure 6: Oxide Content Variation with Temperature, Displaying Minimum at 680 ℃
3. Injection Speed Optimization
With pouring temperature at 680 ℃ and mold temperature at 220 ℃, injection speeds from 10 cm/s to 60 cm/s are tested. At 30 cm/s, filling and solidification times are short and uniform (Figure 7), with stable node velocity (Figure 8) and no fluctuations, making it the optimal speed.
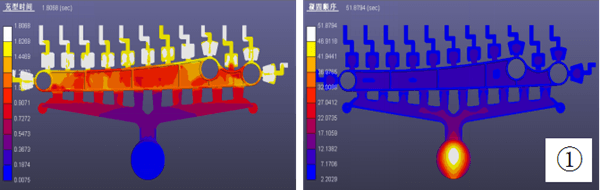
Figure 7: Filling and Solidification Time vs. Injection Speed, Verifying Stability at 30 cm/s
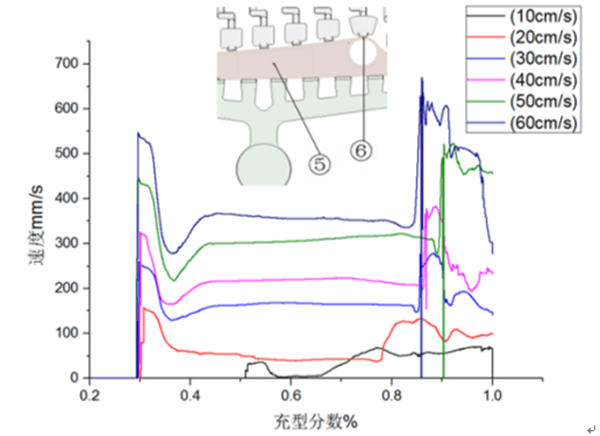
Figure 8: Node 5 Velocity During Filling, Confirming 30 cm/s as Optimal
4. Mold Temperature Optimization
Fixing pouring temperature at 680 ℃ and injection speed at 30 cm/s, mold temperatures from 160 ℃ to 260 ℃ are evaluated. At 220 ℃, solidification is uniform (Figure 10), oxide content is minimal (Figure 11), and mold erosion is lowest (Figure 12), establishing it as the best choice.
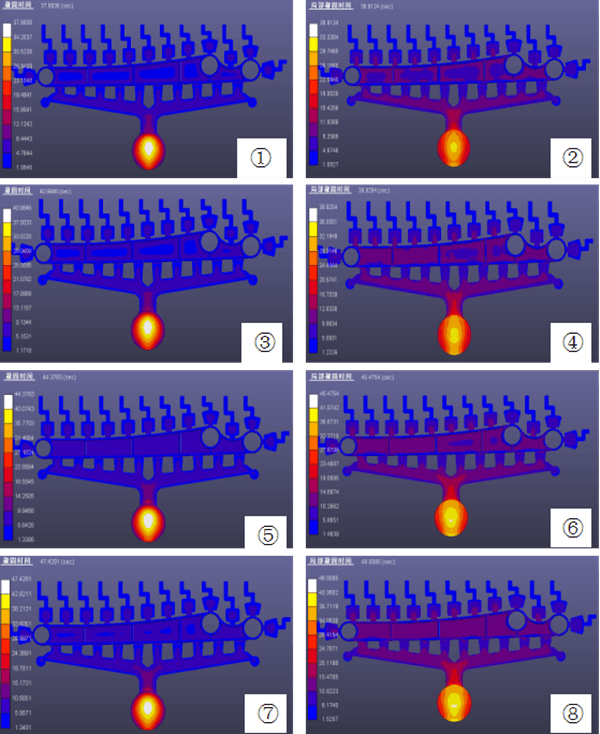
Figure 10: Solidification Time vs. Mold Temperature, Showcasing Uniformity at 220 ℃
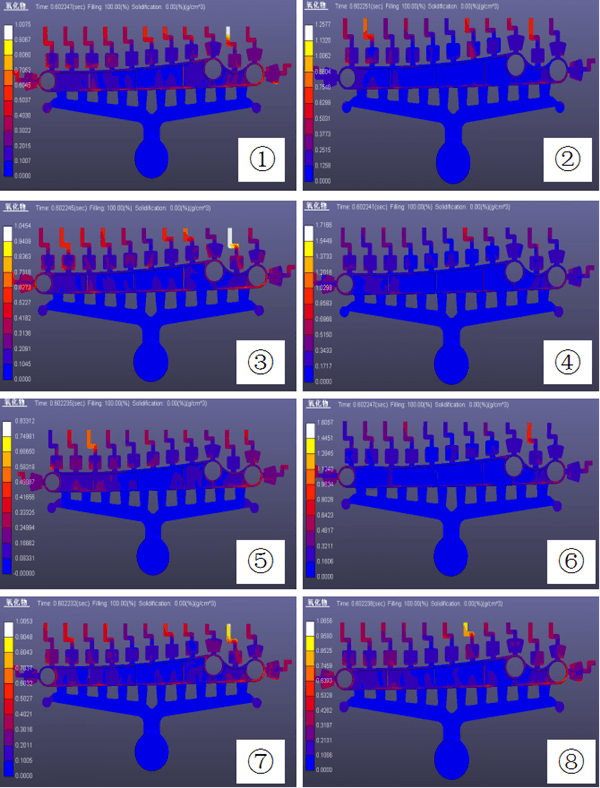
Figure 11: Oxide Content Comparison Across Mold Temperatures, Highlighting Minimum at 220 ℃
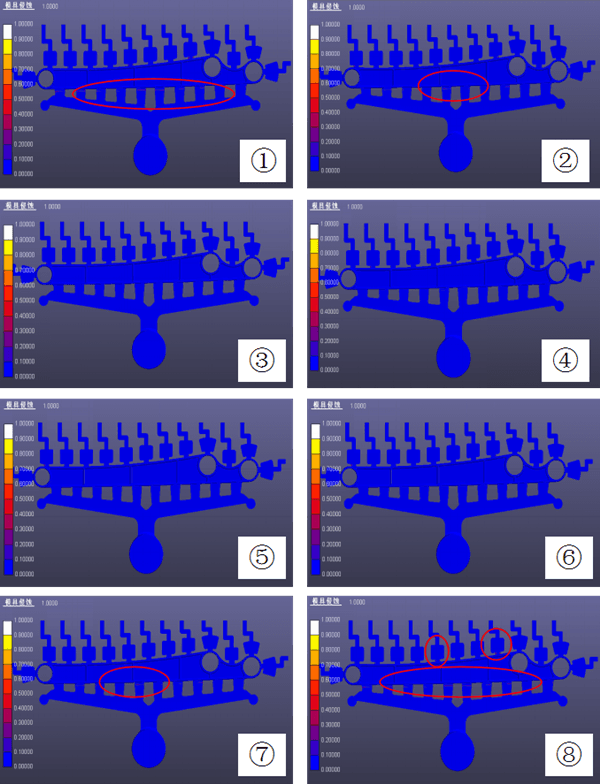
Figure 12: Mold Erosion Comparison, Validating Durability at 220 ℃
5. Trial Validation
Using 680 ℃ pouring temperature, 30 cm/s injection speed, and 220 ℃ mold temperature, trial parts (Figure 13) exhibit complete filling and good surface quality, with minor flow marks at the gate removable via post-processing. CT scans (Figure 14) reveal micro-defects (<0.1% porosity) in non-critical areas, avoiding high-stress zones, confirming dense microstructure and adequate strength.
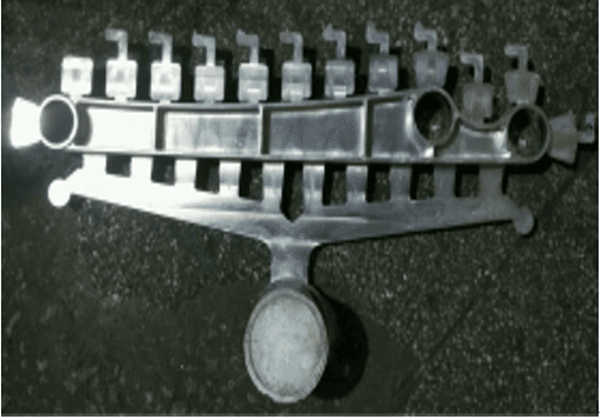
Figure 13: Trial-Produced Rear Trailing Arm, Demonstrating Casting Quality
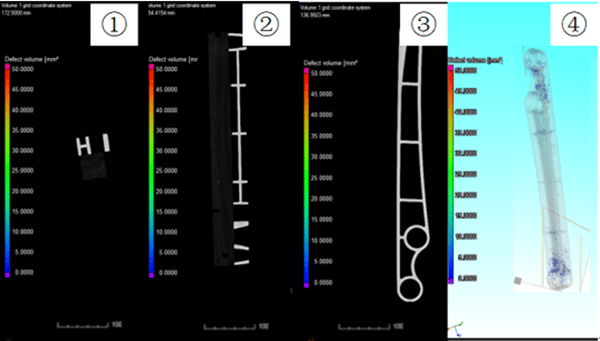
Figure 14: CT Scan of Defect Distribution, Confirming Low Defect Rate
Summary: Optimized Parameter Outcomes
The optimal parameters—pouring temperature 680 ℃, injection speed 30 cm/s, mold temperature 220 ℃—yield:
- Enhanced Quality: Complete filling, porosity <0.1%, fine grains, and high strength.
- Efficiency and Cost Savings: 30% shorter cycles and ~20% lower costs than steel processes.
- Validation Consistency: CT scans align with simulation predictions, proving reliability.
This approach provides a cost-effective, efficient solution for mass-producing aluminum trailing arms, advancing suspension lightweighting.



