Understanding Die-Cast Blackening: Causes and Solutions
Die-cast parts—whether aluminum, zinc, or magnesium—often suffer from an unsightly flaw: surface blackening. This defect, appearing as uneven dark spots, streaks, or patches, isn’t just a visual nuisance; it hints at deeper issues that can plague engineers and manufacturers. Let’s dive into why die-cast blackening happens and how to stop it, delivering technical precision for those shaping the future of metal parts.
Part 1: The Challenge of Die-Cast Blackening
Active metals used in die-casting oxidize naturally, but under heat or humidity, this ramps up, leaving surfaces marred by discoloration. From molding to storage, blackening strikes at multiple stages, and its form reveals its origin.
A Surface That Betrays Quality
Picture painting a car: you aim for a sleek, flawless finish, but streaks and smudges emerge instead. That’s die-cast blackening—a defect that undermines the polish of precision parts. Beyond aesthetics, it signals contamination or oxidation that could weaken structural integrity, frustrating engineers who demand perfection.
Spotting the Culprits
Here’s how blackening shows up and what’s behind it:
| Type | Appearance | Cause |
|---|---|---|
| Smoky Blackening | Irregular, uneven streaks (Fig. 1) | Incomplete burning of release agents or punch oil, trapping smoke |
| Cloudy Blackening | Shallow, uniform patches (Fig. 2) | Carbon black from release agents staining mold surfaces |
| Spotty Blackening | Deep, round spots (Fig. 3) | Sticky droplets of release agent or oil sticking to parts |
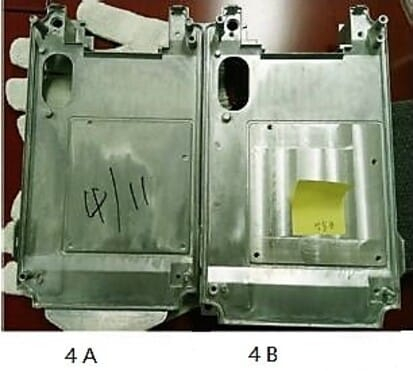
| Oxidation Blackening | Broad darkening (Fig. 4A, 4B) | Air exposure oxidizing unprotected surfaces, worsened by poor packaging |
| Black Spots | Scattered, deep dots (Fig. 5) | Workshop air pollutants (e.g., oil mist) triggering oxidation |
| Carbon Deposits | Rough, dark imprints (Fig. 6, 7) | Burnt residues from impure agents baking onto molds |
Fig.1

Fig.2
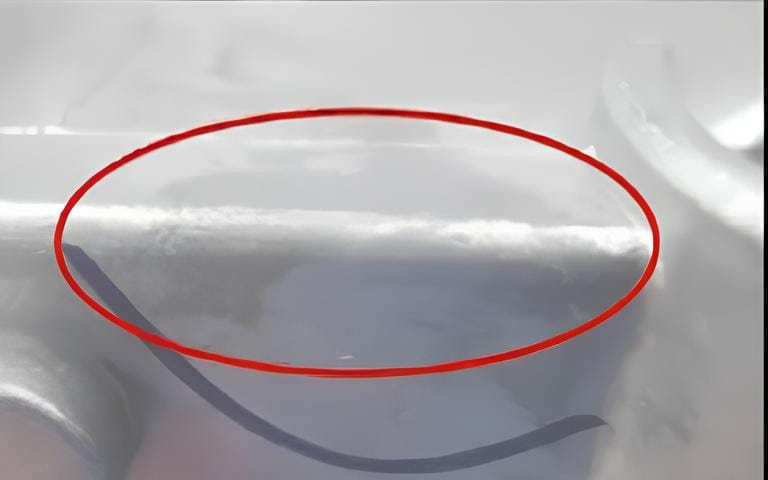
Fig.4
Identifying these patterns is step one—each ties to a process hiccup we can target.
Part 2: Why It’s Worse Than You Think
The Ripple Effect of Defects
Blackening isn’t just a surface scratch. Oil smoke seeping into alloy liquid can form internal voids or slag, cutting strength (e.g., from 280 MPa to below spec)1. For high-stakes parts, this risks failure, rework, or reputation damage. Stubborn internal oxidation even resists shot blasting, leaving engineers with a puzzle that’s tough to crack.
What’s Driving It?
Punch Oil Overload
Excess oil burns unevenly in the shot chamber, spewing smoke and carbon that darken parts near the gate.Release Agent Missteps
Thick layers or high concentrations (>1:100) turn to smoke above 240°C, coating molds and castings.Carbon Buildup
Impure agents leave residues that char onto molds in hot zones (≥220°C), imprinting rough marks.Moisture Mischief
Wet molds release oxygen at high heat, oxidizing alloy into dark patches.Storage Slip-Ups
Humidity hits hard—10 days in an open workshop versus 35 days sealed shows stark differences.

Part 3: Fixing Die-Cast Blackening for Good
Practical Solutions, Engineered Precision
Solving blackening is like tuning an engine—adjust the fuel, tweak the timing, and you’re back in control. Here’s how to banish those defects:
Dial Back Punch Oil
- Reduce until the sprue’s edge stays clean, blackening confined to the punch face.
- Use low-graphite, water-soluble oils to cut smoke.
- Mist oil outside the chamber or post-shot, clearing excess with air blasts.
Master Release Agents
- Pick heat-resistant agents at 1:120–150 dilution for minimal smoke.
- Spray thin and even, drying with compressed air to nix moisture.
- Mix with purified water to dodge oxidation-boosting ions.
Tame Mold Conditions
- Polish molds to shed carbon buildup (e.g., with sandpaper).
- Cap temps below 240°C with extra cooling water flow.
- Heat low zones (>160°C) to evaporate moisture fast.
Redesign Molds Smartly
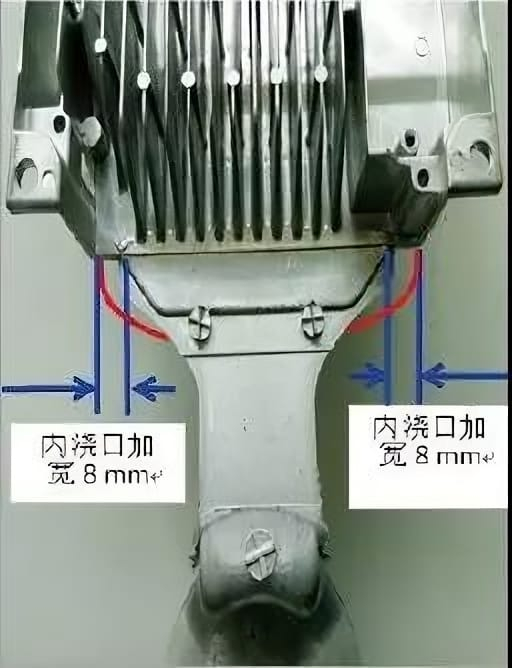
- Add gates and vents to speed filling and flush smoke—e.g., a heat sink’s fins cleared up after gate tweaks (Fig. 14)2.
- Boost overflow slots for better exhaust.
Shield Parts Post-Cast
- Seal with desiccants in dry storage.
- Swap soggy cardboard for plastic packaging.
Material Matters
Alloys vary in oxidation resistance. For instance, ENAC-434000 blackens more than ADC12 due to its chemistry3. Picking the right alloy—or adding 0.1–0.3% sodium fluoroaluminate during refining—can curb discoloration risks.
Conclusion: From Flaws to Flawless
Die-cast blackening stems from oil smoke, mold mishaps, and storage woes. By fine-tuning punch oil, release agents, and mold design, you can erase these defects and deliver parts that perform. It’s about more than fixing flaws—it’s about building trust in every cast.
I’m Shawn from YG Die Casting—with 20+ years in consumer-grade die-casting, we craft stunning zinc, aluminum, and alloy parts. Feel free to contact us—we’ll boost your product value and happy to connect you to manufacture peer experts in other fields!
Footnotes
Alloy Strength Impact – Internal defects can reduce tensile strength by up to 15%. ↩
Mold Design Case Study – Gate adjustments cut blackening by 90% in heat sink trials. ↩
Alloy Oxidation Rates – Chemical composition affects blackening susceptibility. ↩



