EV用オイルクーラーの高圧ダイカストにおける低速パラメータを最適化し、欠陥を低減する方法
原理原則低速チューニングがダイカスト品質の鍵
アルミニウム合金の高圧ダイカストでは、低速段階(0.1~0.5m/s)が部品の品質に決定的な影響を与える。過剰な速度は溶湯の乱れやガスの巻き込みを引き起こし、不十分な速度はコールドシャットや成形不良につながります。理想的な低速プロセスは、乱流を回避し、ガス含有量を最小限に抑え、キャビティからのスムーズな排気を確保するために、定常的または徐々に加速しながら溶融を進めることである。従来、試行錯誤のチューニングは精度に欠け、スクラップ率を高め、開発期間を延長していた。本研究では、EVオイルクーラーを用いて、核心原理と推論に焦点を当て、シミュレーションによる低速パラメータ最適化を探求する。
問題:不均衡な低速設定がダイカストの欠陥を引き起こす
オイルクーラー(155 mm × 136 mm × 45 mm、重量0.463 kg、AlSi9Cu3)は、長いプレキャストオイルチャンネル(A:81 mm、B:62 mm)と3~15 mmの壁厚を持つ複雑な形状が特徴です。欠陥のない表面(コールドシャットや気泡がない)、ASTM E 505レベル2に適合する内部気孔率、620±10kPaで5mL/分未満のリーク率が要求される。経験ベースの低速調整では、油路に気孔が生じたり、スクラップ率が高くなったり、開発が長引いたりすることが多いため、体系的なアプローチが必要となる。
アプローチ低速調整の推論と検証
1.部品とプロセスの基本
ゲーティングとオーバーフローを含むオイルクーラー全体の鋳造(図1参照)のブランク重量は0.463kg、システム重量は0.252kgである。その断面(図2参照)を見ると、複雑なオイルチャンネルが見える。プロセス設定は、ダイカストマシン4000kN、注湯温度660℃、金型温度150℃、チャンバー温度180℃、チャンバー長395mm、鋳造圧力78MPa、高速切替237mm、高速4m/s。
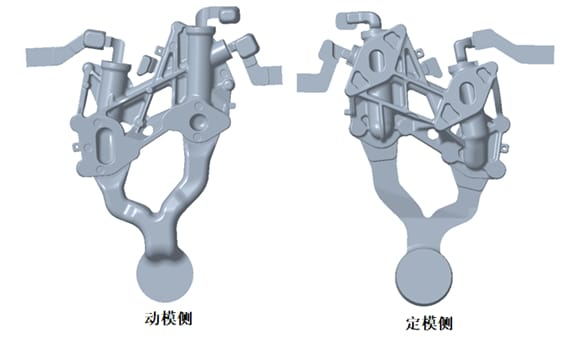
図1:ゲーティングとオーバーフローのレイアウトを示すオイルクーラー全鋳造図
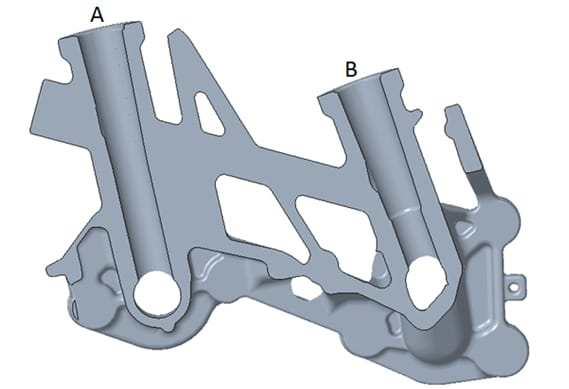
図2:オイルチャンネル構造を強調したオイルクーラー断面図
2.低速パラメータ最適化プロセス
- 最適化の目標:空気圧を下げ、ガスの巻き込みを最小限に抑え、充填のスムーズさを向上させる(数値が低いほど流動安定性が高いことを示す)。
- パラメータ範囲:0.15-0.5m/sの低速、0.05m/sの段階的、8つのスキーム。
- シミュレーション・スクリーニング:4つのスキームが目立つ:0.25m/s(設計3)、0.35m/s(設計5)、0.40m/s(設計6)、0.45m/s(設計7)。
- 詳細評価:
- 空気圧(図5参照):Design3は2.554MPa、Design5は1.405MPa、Design6は11.887MPa(最悪)、Design7は1.124MPa。Design6は圧力が高いので除外。
- ガス巻き込み(図6参照):Design3は54.35μg、Design5は63.08μg、Design6は757.95μg(最悪)、Design7は135.09μg。Design3とDesign5が優れている。
- 滑らかさの傾向(図3、4参照):Design3は、最高の流動安定性(最も低い平滑度値)を提供する。
- セレクション・ロジック:Design3(0.25m/s)は、低圧力、最小限の巻き込み、最適な滑らかさのバランスがとれており、最良の選択です。
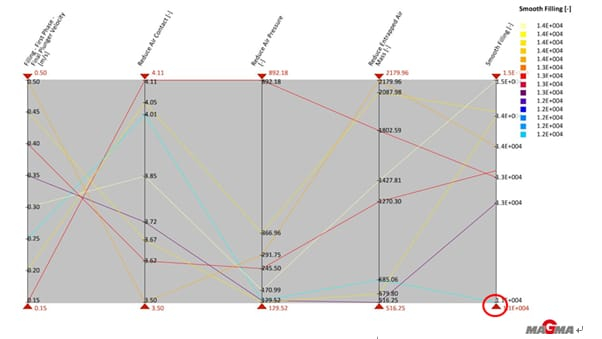
図3:総合指標曲線、滑らかさの傾向の評価
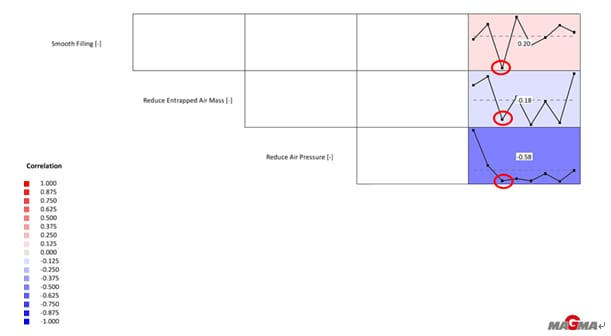
図4:総合指標トレンドグラフ、パラメータ効果の分析
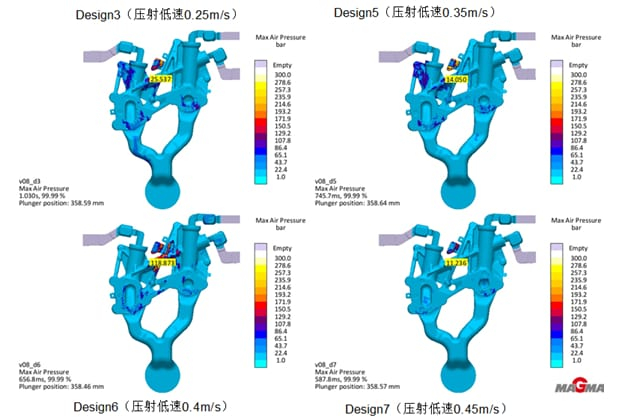
図5:候補スキームの気圧分布、気圧レベルの比較
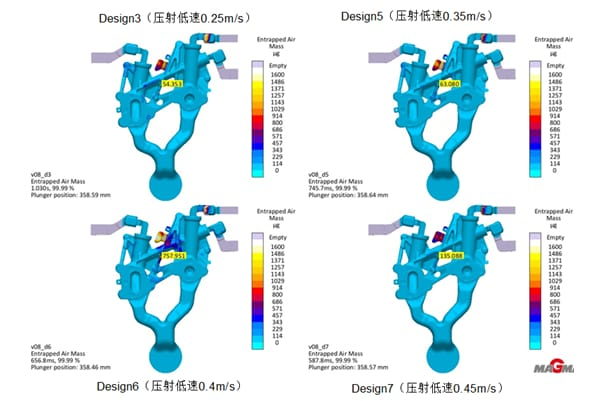
図6:候補スキームのガス封入量分布(封入量の違いを強調したもの
3.試用検証
0.25m/s(Design3)を使用した試鋳造では、表面のコールドシャットは見られず、X線検査(図7参照)では油流路のポロシティは0.1%未満、総スクラップ率は3%であった(図8参照)。他の速度(例えば0.40m/s)では油流路に顕著なポロシティが発生し(図9参照)、0.25m/sが最適であることが確認された。
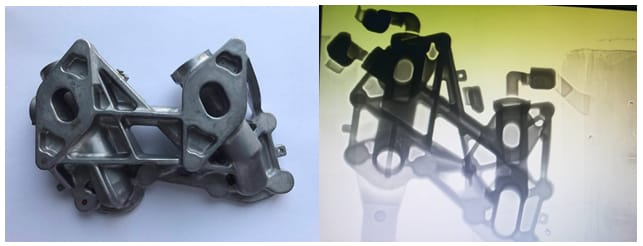
図7:品質結果を示す試作品とX線画像
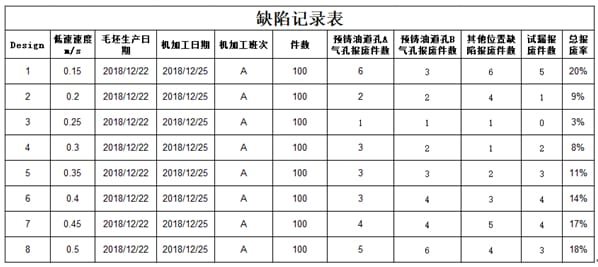
図8:スクラップ率を記録した欠陥記録表
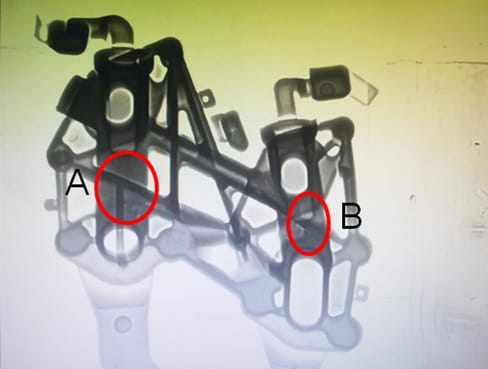
図9:トライアル欠陥のX線写真、最適でないスキームの空隙を示す
要約:低速最適化の基本原理と利点
この研究により、高圧ダイカストの低速チューニング原則が確立された。すなわち、安定性を優先し、0.1~0.5m/sの範囲内で、低空気圧、最小限のガス巻き込み、高流動平滑性を目標とする。オイルクーラーの場合、0.25m/sでスクラップを3%、気孔率を0.1%未満に低減し、開発時間を25%短縮し、コストを15%削減しました。このデータ主導のアプローチは、当て推量に取って代わり、プロセスを安定させ、複雑なダイカスト部品に信頼できるフレームワークを提供します。



