モーターエンドカバーとギアボックスを1つのアルミ合金ダイカスト部品に統合することで、小型低速モーターの強度、精度、コスト効率が向上します。このケーススタディでは、このような部品の金型設計を検討し、従来は分離していた2つの部品を1つに統合します。分割設計の非効率性に取り組むことで、シンプルで信頼性が高く、大量生産に適したサイドゲート金型ソリューションを明らかにします。
問題:従来のスプリット・デザインの落とし穴
小型モーターは960RPMで動くことが多いが、数十回転の速度が必要な用途ではギアボックスが必要になる。従来は、モーターエンドカバーとギアボックスは別々に鋳造され、モーターシャフトはギアボックス内のタービンと噛み合うウォームになっている。そしてネジで両者を結合する。簡単そうでしょう?そうではない。このセットアップには3つの問題があった:
- コネクションの緩み:長時間の振動でネジが緩み、故障の原因に。
- コスト過多:金型が2つあるため、材料とファスナーのコストが2倍になった。
- 組み立ての手間:別々の部品の位置合わせは、時間と精度を必要とする。
ダイキャスト部品1つですべてを解決できるのだろうか?
アプローチ統一された金型設計戦略
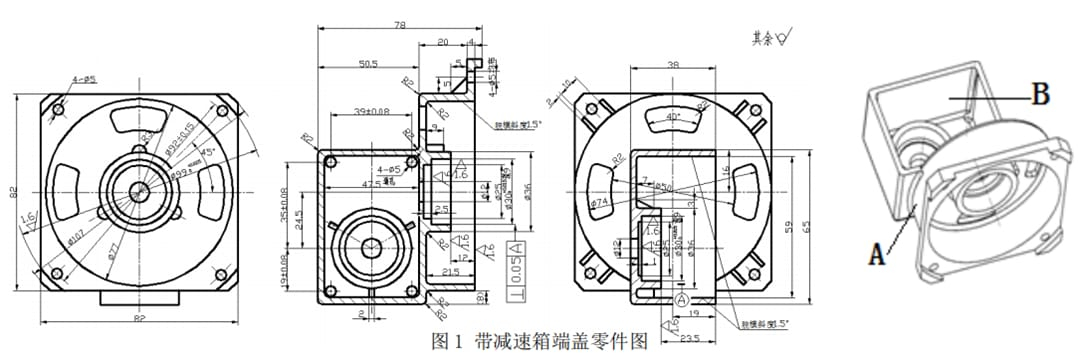
スプリットデザインを廃止するため、チームはエンドカバーとギアボックスを1つの鋳型に統合した(図1)。金型の設計に必要だったのは
- ジオメトリーを分析する:ゲーティングとコア配置のためにパーツのクセをマップする。
- ゲーティングの最適化:充填効率と廃棄物の取り出しやすさのバランス
- クランプ力の管理:射出抵抗をスマートに打ち破る。
目標は?スマートで、効果的で、きれいな鋳物を大規模に生産できる金型。
方法金型ソリューションを作る
金型の構造
金型(図2)は、固定プラテンと可動プラテンのペアである。固定コア(エンドカバー)、可動キャビティ(ギアボックス)、ギアボックススライダー(ベアリングコア付き)、外周スライダーが主要な役割を果たす。エンドカバーとギアボックスの接合部(図1のA)にはサイドゲートがあり、スムーズな充填と簡単な廃棄トリミングを保証する。ギヤボックスキャビティ(B)と外周部のスライダーは複雑な形状にも対応します。
アルトモーターエンドカバーとギアボックス一体型ダイカスト金型アセンブリ
仕組み
溶融アルミニウムは、射出パンチによってスプルースリーブを通って可動キャビティに流れ込む。冷却後、金型が開きます。まず、固定プラテンと可動プラテンが水平に分割され、角度のついたピンとスライダーの間に2mmの隙間ができるため、中子の引き抜きが遅れます。これにより、鋳物は固定中子から解放される。次に、ギアボックスとエッジスライダーがアングルピンに沿って後退し、内部の特徴を完全に解放します。スプルー廃材用のピンを含む5本のエジェクターピンが、鋳物をゆっくりと押し出します。
アルトモーターエンドカバーとギヤボックスのダイカスト金型における排出工程
デザインの勝利
- ワンピース特典:パーツを合体させることで、強度を高め、金型を削減し、ファスナーを省くことができる。
- サイドゲート・スマート:清潔に充填され、廃棄物の除去が簡単。
- 逆さロジック:エンドカバーに固定されたコア、ギアボックス側のスライダーが抵抗となり、キャスティングをムービングキャビティ内にキープ。
- ピン配置:5mmの取り付け穴に6mmのピンを4本配置することで、押し出しが均一になり、跡がきれいに隠れます。
なぜ輝くのか
サイドゲートの選択は、充填と後片付けを一度に行う。スライダーは、クランプ力をギアボックスとエッジイージングリリースの2つのゾーンに分割。3つの円弧状の冷却スロット(図1)は、固定コアにシンプルな盛り上がったボスを設け、トリッキーなインサートを回避した。先を見越したデザインだ。
結論金型がもたらすもの
この一体型金型は、分割設計の悩みを一挙に解決します。サイドゲートと戦略的なスライダーが充填と排出を釘付けにし、コストを削減し、信頼性を高めます。複雑なダイカスト部品にとって、この金型は借りる価値のある青写真です。この鋳造がどのように完璧に磨き上げられるか、ご覧になりたいですか?私たちの関連記事、"モーターエンドカバーとギアボックスの一体型ダイカストの後加工と治具設計生の鋳物を精密部品に変える次のステップのために。
主な特徴 表
| 特徴 | 詳細 |
|---|---|
| 部品サイズ | エンドカバー+ギアボックス・コンボ |
| ゲートタイプ | サイドゲート |
| スライダー回数 | 2(ギアボックス、外周) |
| エジェクターピン | 5(6mmで4、廃棄用1) |
| コア・プレイスメント | 固定式(エンドカバー) |



