鋳造金型設計における型締力の習得法:実践ガイド
ダイカストでは、型締力(冷却中の鋳物が金型に与えるグリップ力)が生産を左右します。アルミニウムやマグネシウムのような合金が凝固すると、この力は動的に変化し、時には部品を所定の位置に固定したり、取り扱いを誤ると金型を損傷することさえあります。このガイドでは、ADC12アルミ合金鋳物をケーススタディとして、型締力のメカニズムに迫ります。熱膨張率と熱収縮率から金型設計を最適化する方法を探り、温度変動に関連する射出不良の現場で検証された解決策をご紹介します。

問題:クランプ力の合併症
公称サイズ40mmのADC12アルミニウム合金鋳物を例にとります。580℃の溶湯から350~400℃の射出温度まで冷却する際、鋳型(8407鋼製)は280~300℃で追従します。初期段階でのトラブル
- 退場の苦労:冷却後、鋳物が収縮し、金型を強くつかみすぎてエジェクターピンが動かなくなった。
- 収縮率の推測:設計ハンドブックでは0.4%~0.7%の収縮率を推奨しているが、温度変動が予測を狂わせ、クランプ力を増幅させた。
- 欠陥リスク:力を入れすぎると、鋳物に穴が開いたり、金型が摩耗したりする危険性がある。
原因は?鋳物と鋳型の熱膨張率の間のダイナミックなダンスが、標準的な設計では考慮されていない方法でクランプ力を変化させていたのです。さらに深く掘り下げる必要があった。
アプローチデータでクランプ力を調整する
これを把握するため、チームは熱膨張係数と収縮率に着目し、現実の条件に根ざした戦略を練った:
- 熱膨張マッピング:鋳物(ADC12, A380, AM50)と金型用鋼(8407)が温度によってどのように膨張するかを比較する。
- 収縮率 精度:射出点温度差から理想的なレートを算出。
- 温度による修正:鋳造熱を調整し、クランプ力が急上昇したときに排出しやすくする。
プロダクションスタッツとシミュレーションを融合させることで、デザインと現実を一致させることを目指した。
方法定着するソリューション
熱膨張の解読
クランプ力は、素材が熱によってどのように伸び縮みするかによって決まります。ADC12の熱膨張係数は、350°Cで23.4×10-⁶°C-¹から400°Cで23.8×10-⁶°C-¹に、一方、8407金型用鋼は、280°Cで12.27×10-⁶°C-¹から300°Cで12.33×10-⁶°C-¹になります。表1にそれを示します:
| 鋳造温度 (°C) | ADC12 r (×10-⁶) | A380 r (×10-⁶) | AM50 r (×10-⁶) | 金型温度 (°C) | 8407 r (×10-⁶) | ADC12 鋳造サイズ (mm) | ADC12 金型サイズ (mm) | A380 鋳造サイズ (mm) | A380 金型サイズ (mm) | AM50 鋳造サイズ (mm) | AM50 金型サイズ (mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 0 | 0 | 0 | 20 | 0 | 40 | 40.2 | 40 | 40.24 | 40 | 40.28 |
| 350 | 23.4 | 23.9 | 26.5 | 280 | 12.27 | 40.31 | 40.33 | 40.32 | 40.37 | 40.35 | 40.41 |
| 400 | 23.8 | 24.3 | 27 | 300 | 12.33 | 40.36 | 40.34 | 40.37 | 40.38 | 40.41 | 40.42 |
| おすすめ | |||||||||||
| 370 | 23.6 | 24.1 | 26.7 | 290 | 12.3 | – | – | – | – | – | – |
金型サイズはD₂=D₁[1+r(t₂-t₁)]の式を用い、収縮率a=(金型サイズ/鋳造サイズ)-1とする。推奨値(鋳造370℃、金型290℃)で設計する。
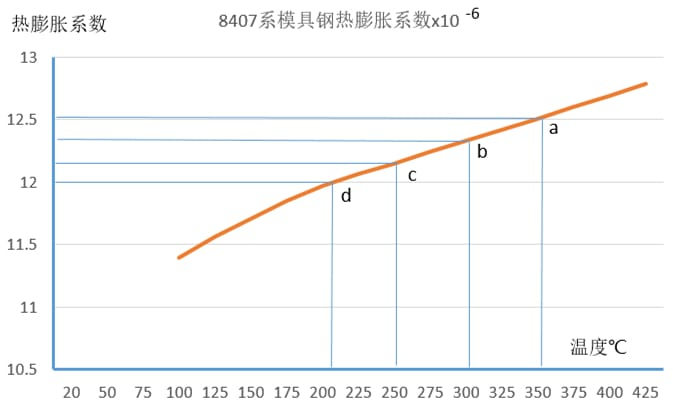
Alt:ADC12および8407金型用鋼のダイカスト熱膨張曲線
釘の収縮率
排出時、ADC12は約370℃(23.6×10-⁶℃-¹)、金型は290℃(12.3×10-⁶℃-¹)。鋳物は40.31mm、金型は40.33mmで、収縮率は0.005。A380(24.1×10-⁶℃-¹)とAM50(26.7×10-⁶℃-¹)の収縮率は0.006と0.007です。これらのレートにより、鋳型が鋳造品のサイズより少し前に排出され、離型が容易になります。
射出時のしゃっくりを直す
生産が一時停止すると、鋳造温度は~300℃(40.26mm)まで下がり、金型の250℃における40.31mmを下回りました。解決策は?天然ガスで鋳物を370℃(40.36mm)または400℃(40.37mm)まで加熱し、金型の300℃における40.34mmを上回った。このヒートブーストにより、クランプ力がカットされ、ピンが本来の仕事をするようになります。ベーク&トライによる排出は迅速かつ効果的で、コストのかかる金型の分解を回避できることが証明された。
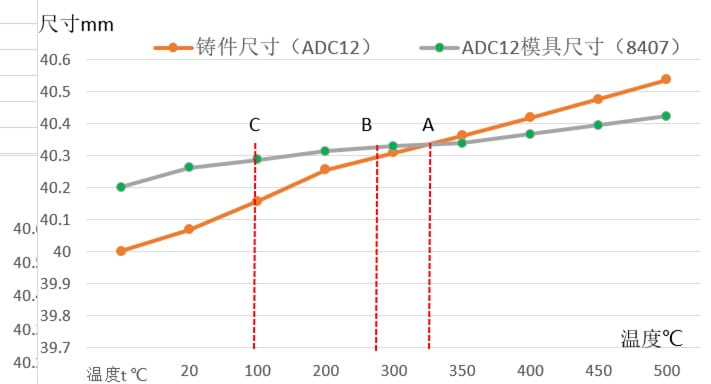
Alt:ADC12鋳造と8407金型の温度によるダイカストサイズの変化
なぜうまくいくのか
例えば、370℃/290℃でADC12の23.6に対して8407の12.3)。両者のサイズはスイートスポット(~370℃/290℃)で交差する。これを下回ると(Cゾーン)、鋳物はきつく収縮し、これを超えると(BゾーンまたはAゾーン)、自由に膨張する。加熱しすぎると強度が低下する危険性があるので、ほどほどが肝心だ。
結論クランプ力、克服
クランプ力は、鋳物と鋳型の間の熱的な綱引きに起因する。収縮率(ADC12は0.005、A380は0.006、AM50は0.007)を370°C/290°Cのスイートスポットで調整すれば、排出はスムーズになります。問題が発生しましたか?鋳造品のサイズが金型のスラッシュを超えるよう、素早くベークすることで、クランプ力を高速で高めることができます。このように、設計の精度と現場での知識が融合することで、ダイカスト金型を使いこなすためのプレイブックができあがります。
主要パラメーター表
| パラメータ | ADC12 値 | A380バリュー | AM50バリュー |
|---|---|---|---|
| 排出温度 (°C) | 370 | 370 | 370 |
| 金型温度 (°C) | 290 | 290 | 290 |
| 熱膨張率 (×10-⁶°C-¹) | 23.6 | 24.1 | 26.7 |
| 金型膨張率 (×10-⁶°C-¹) | 12.3 | 12.3 | 12.3 |
| 鋳造サイズ (mm) | 40.31 | 40.32 | 40.35 |
| 金型サイズ (mm) | 40.33 | 40.37 | 40.41 |
| 収縮率 | 0.005 | 0.006 | 0.007 |



