アルミダイキャスト製排気システムの真空バルブの不具合を修正する方法
原理真空ダイカストによる部品品質の向上
アルミニウム合金ダイカストは、精度、表面品質、効率に優れていますが、高速金型充填によりガスが閉じ込められ、ポロシティが形成され、凝固後の機械的特性が損なわれることがよくあります。真空ダイカストは、真空中で金型にガスを充填することにより、ガスの巻き込みを最小限に抑え、内部品質を向上させ、業界で広く使用されるようになりました。しかし、機械式真空バルブは、その大きな排気面積と高い真空レベルにもかかわらず、溶融アルミニウムの慣性衝撃による課題に直面し、真空性能を低下させるバルブコアの閉塞や破壊を引き起こす。本研究では、シミュレーションと減速構造の最適化を用いてこれらの問題に対処する。
問題:真空バルブコアの詰まりと破損
オイルクーラーブラケット(411mm×214mm×191mm、肉厚4mm、3.4kg)の排気系は機械式真空バルブを採用。製造の結果、バルブコアがヘッド部で詰まり(A)、テール部で破断(B)。エニーキャスティングシミュレーションによると、溶融アルミニウムがバルブに到達する速度は約68m/sであり、この速度はこれらの不具合を引き起こすのに十分な速度であるため、衝撃を低減するソリューションが必要となる。
アプローチ減速構造の設計と検証
1.初期設計と問題分析
オイルクーラーブラケットのゲート・排気システム(図1参照)は、ゲート面積765mm²、排気面積265mm²、パンチ径Φ100mm。真空バルブコア(図2参照)は、高速アルミニウム精練によるヘッド閉塞(A)と応力集中によるテール破断(B)に悩まされています。AnycastingのAnyPREモジュールによるシミュレーション(図3参照)では、バルブでの速度が68 m/sであることが確認され、過度の衝撃が問題と関連しています。
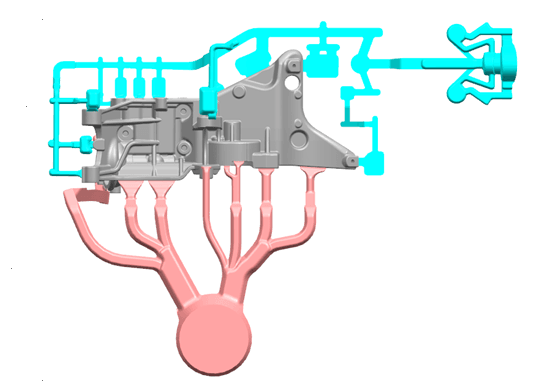
図1:初期設計を示すオイルクーラーブラケットのゲートと排気システム
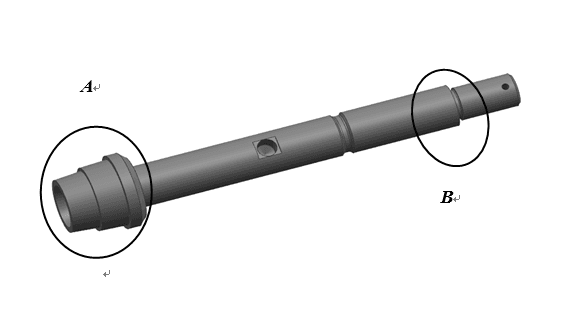
図2:閉塞と破砕ゾーンを強調した真空バルブコアの構造図
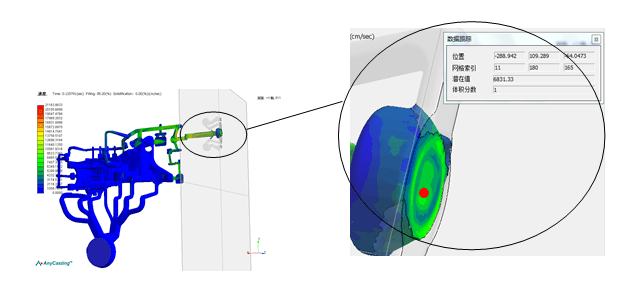
図3:オリジナルスキームの速度シミュレーション、バルブで68m/sを示す
2.減速構造の最適化
アルミニウムの流れを減速させるために、排気路の端に減速構造を追加します。三角形、円形、菱形、四角形、凹凸形などの設計があります(表中の残りを参照)。
三角形構造を選択し、図4に示すように修正した。同一のメッシュとパラメータを用いたシミュレーション(図5参照)では、速度が29m/sに低下し、衝撃力が大幅に削減された。
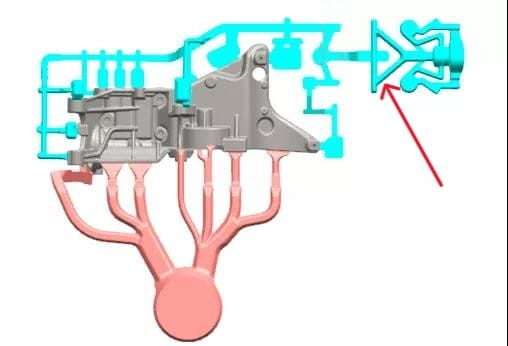
図4:三角形の減速構造を特徴とする改良型ゲート・排気システム
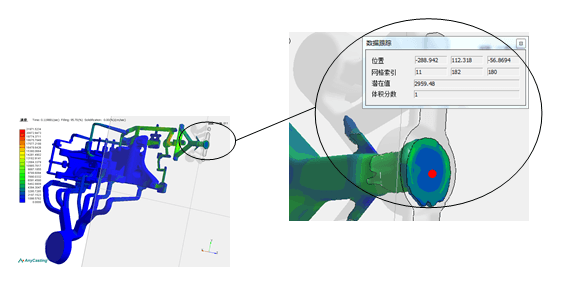
図5:最適化されたスキームの速度シミュレーション、バルブで29m/sを確認
3.実施と結果
金型の改良により三角形構造を実現。試験後、バルブコアの詰まりや破損は発生せず、寿命が向上し、真空安定性が向上し、気孔率は0.1%を下回った。
要約:減速構造の実用的な利点
排気流路の端に三角形の減速構造を追加することで、アルミニウムの速度を68m/sから29m/sに下げ、衝撃力を約57%下げます。これにより、バルブコアの閉塞や破損がなくなり、耐用年数が延び、鋳造品質が向上し、真空ダイカスト排気システムに実用的な解決策を提供します。



