モーターエンドカバーとギアボックスが一体化したダイカストは、強度と効率性を兼ね備えていますが、その生のIT10精度は、ベアリングの内径と取り付けリップに必要なIT6には及びません。このフォローアップでは、このアルミ合金鋳物(図7)の後処理に潜入し、正確で頑丈で、プロのように反転するフライス治具を使って、その風変わりな形状と直交ボアに取り組みます。
問題:精度対複雑さ
ギヤボックスと融合したこの鋳造エンドカバーは、960RPMをタービンを介して60RPMに落とすウォームシャフトを扱う。しかし、その不規則な形状と2つの垂直なベアリング・ボア(直径30mm、深さ9mm)が頭痛の種だった:
- プレシジョン・ギャップ:ダイカスト・ヒット IT10、ベアリングとリップはIT6が必要。
- 直交ボア:旋盤のセットアップでは、一度に両方を切削することはできませんでした。
- 薄壁の悩み:クランプはデリケートなフレームを歪ませる危険があった。
複雑さが厳しい公差と衝突し、標準的な機械加工では対応できなかったのだ。
アプローチフライス加工と治具の設計図
そのギャップを埋めるため、チームはカスタム治具を使ったフライス加工に軸足を移した:
- プロセス・ピック:旋盤とフライス盤を比較し、最適なものを選ぶ。
- フィクスチャー・フォーカス:歪みなく位置決めとクランプをロックします。
- フリップファクター:1つのセットアップで2つのボアに釘を打つ。
狙いは?シンプルで、正確で、素早く仕事をこなす器具。
方法フライス加工の達人を解き放つ
製粉計画
残り0.5mmの加工では、立形センターでのフライス加工がリードした:
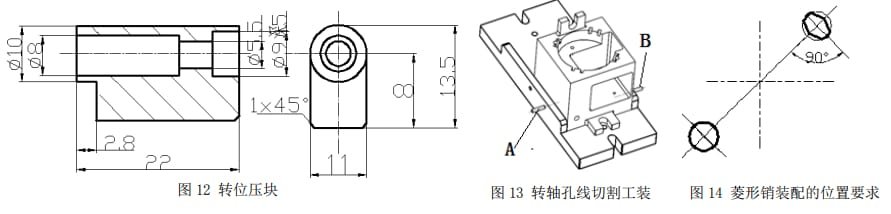
- エンドカバー:リップは98.5mmから99±0.025mmへ、ボアは29.5mm(深さ8.5mm)から30±0.025mm(深さ9mm)。
- ギアボックス:内径はエンドカバーの仕様と一致。
旋盤は2つのセットアップで精度が落ちた。冶具を使ったフライス加工は1回で合格。
フィクスチャーの内訳
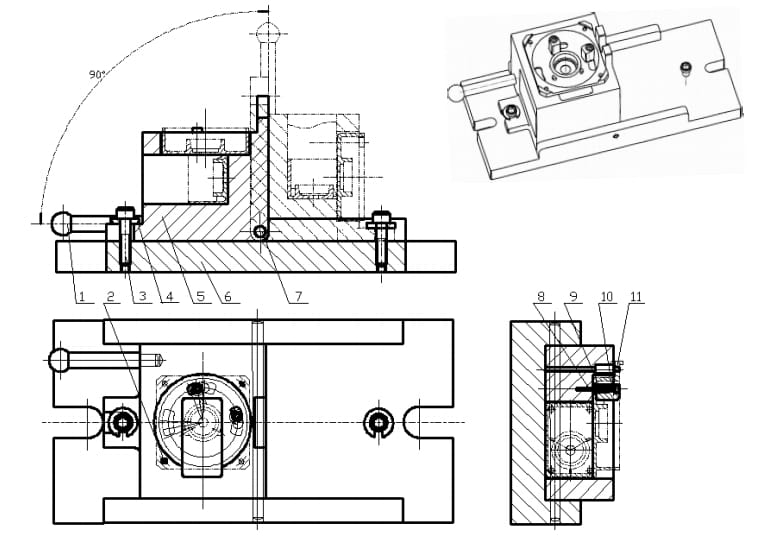
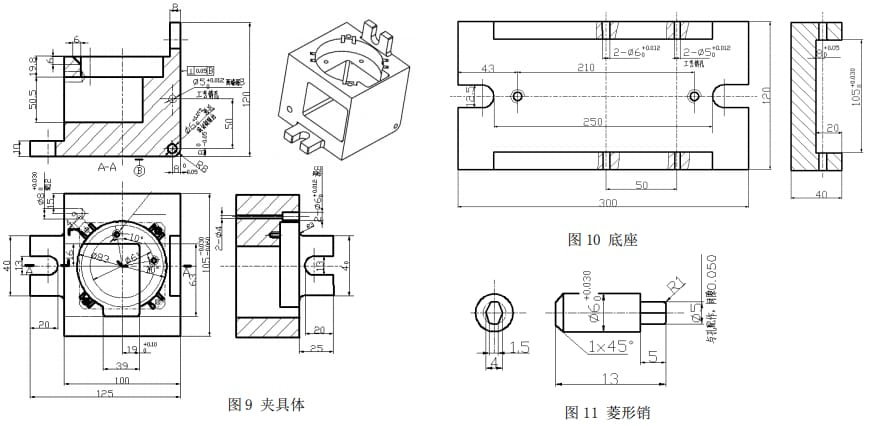
フィクスチャー(図8)は、クランプ本体、ベース、ピボット・シャフト、ピン、旋回クランプを備えている:
- ポジショニング:2つの5mmの取り付け穴が丸ピンとダイヤモンドピンを挟み込み、回転をロック。
- クランプ:ネジとバネを備えたスイベルブロックが部品を固定し、冷却スロットに反転して解放する。
- 反転:クランプ本体は60±0.012mmのシャフトで0°-90°回転し、ベーススクリューとワッシャーでロックされる。
アルトダイカストモーターエンドカバーとギアボックス用フライス治具
走り方
- ロックする:ワッシャをはめ込み、ベーススクリュー・クランプのセットを締める。
- クランプアップ:キャスティングをピンにはめ込み、ブロックを回転させ、ネジを締める。
- ミルエンドカバー:0°でリップをカットし、穴をあける。
- フリップ&ミル:緩め、90°まで回転させ、ギアボックスの内径を再度ロックする。
- ポップオフ:ブロックを緩め、スロットまでスイングし、フリーに持ち上げる。
ワイヤーEDM加工により、シャフト穴の精度は80-0.05mmとなり、フリップを正確に保つことができる。
Alt:ダイカスト部品の直交穴加工用フライス治具
際立った特徴
- ピン・パワー:鋳造の安定性を生かし、変形をかわす2ピンセットアップ。
- 90°フリップ:クランプ1個、ボア2個-直角度0.05 mm以下。
- クイック・トリック:ワッシャーとスプリングの交換が簡単。
なぜうまくいくのか
固定具のフリップは、再クランプなしで直交カットを釘付けにします。精密研削とEDMがピボットを正確に保ち、緩やかなクランプが薄い壁を保護します。エレガントで効果的です。
結論精度、効率との出会い
このフライス加工用治具は、ダイカスト部品をIT10からIT6に引き上げ、1回のセットアップでベアリングとリップの仕様を釘付けにします。そのスマートなピンとスイベル設計は複雑さを克服し、複雑な鋳造品の後処理をスマートに解決します。この部品がどのように生まれ変わるのか興味がありますか?読む "モーターエンドカバーとギヤボックスダイキャスト一体型の金型設計「をご覧ください。
主要スペック表
| 特徴 | 詳細 |
|---|---|
| 生の精度 | IT10 |
| 目標精度 | アイティーシックス |
| ボアサイズ | 30±0.025mm、深さ9mm |
| リップサイズ | 99±0.025 mm |
| フリップアングル | 0°-90° |



