Optimizing Die-Casting for Aluminum Alloy Engine Front Covers: A Practical Case Study
The automotive industry’s drive for lighter vehicles has made aluminum alloys a cornerstone of modern engineering, especially for components like engine front covers. With their low density, excellent thermal properties, and reliable friction performance, alloys like AlSi9Cu3 shine in these applications. But transforming these advantages into defect-free castings is a challenge worth tackling. This case study dives into the optimization of a die-casting process for an aluminum alloy engine front cover, unraveling issues like shrinkage, porosity, and stress concentration—and revealing how smart adjustments turned things around.
Problem: Die-Casting Challenges Laid Bare
Picture an engine front cover: 470 mm by 310 mm by 105 mm, weighing 3.4 kg. Its average wall thickness is a modest 3.3 mm, but it balloons to 26 mm in key spots—think hefty mounting areas. Toss in a maze of bolt holes and reinforcing ribs, and you’ve got a part that’s as complex as it is critical. Early production runs exposed some stubborn flaws:
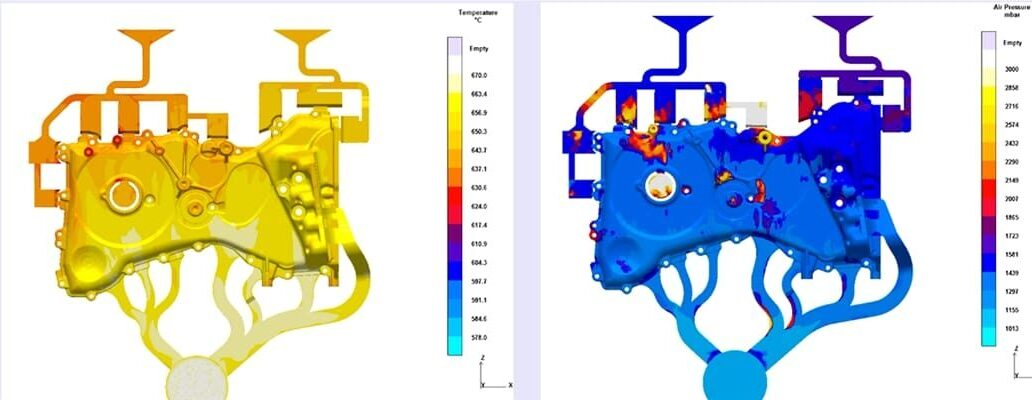
- Shrinkage and Porosity Defects: The leap from 3.3 mm to 26 mm walls meant slower cooling in thick zones, inviting shrinkage cavities and porosity. Initial simulations flagged uneven density—a red flag for quality.
- Stress Concentration: That drastic thickness shift brewed stress hotspots, threatening deformation and fit issues down the line.
- Filling Struggles: Thick sections saw sluggish metal flow, trapping air and hiking defect rates. The process was crying out for a rethink.
These hiccups boiled down to a mismatch between the initial setup and the part’s demanding design. Something had to give.
Approach: Crafting a Tailored Optimization Plan
Rather than slapping Band-Aids on symptoms, the team took a hard look at the part’s structure and production realities. The strategy zeroed in on three focal points:
- Gating System Revamp: Tweak the metal’s entry to balance flow across thin and thick zones.
- Localized Cooling Boost: Speed up solidification in trouble spots to dodge defects.
- Parameter Precision: Fine-tune settings for a seamless, repeatable process.
With AlSi9Cu3’s proven castability and a hefty 12,500 kN die-casting machine in play, the plan leaned on simulation to test and refine every move.
Methods: Turning Challenges into Solutions
Revamping the Gating System
The starting point was a 6-gate, 2-branch gating system—metal flowed from a sprue cup, split into two paths, and fed six inner gates into the cavity (see Figure 2). It looked solid, but simulations painted a grim picture: the 26 mm thick zones filled too slowly, leaving air pockets behind. The fix? Add two extra gates targeting those thick sections, ramping up flow where it mattered most.
To smooth delivery at a steep drop-off near the base, a slider was added (Figure 5). The result was striking: fill time dropped from 0.076 seconds to 0.071 seconds—nearly spot-on with the 0.07-second target. Flow evened out, gas venting improved, and risks of shrinkage and porosity plummeted. It was a simple tweak with outsized impact.
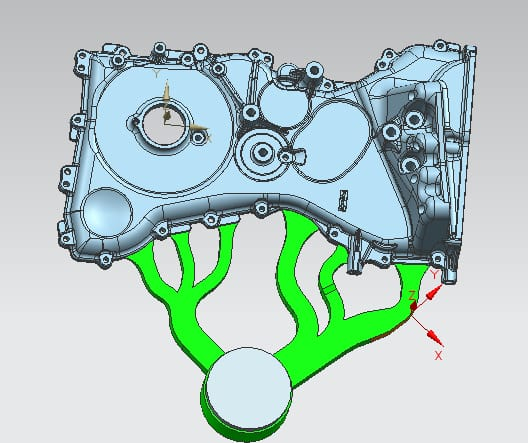
Alt: Initial die-casting gating system for engine front cover with 6 gates
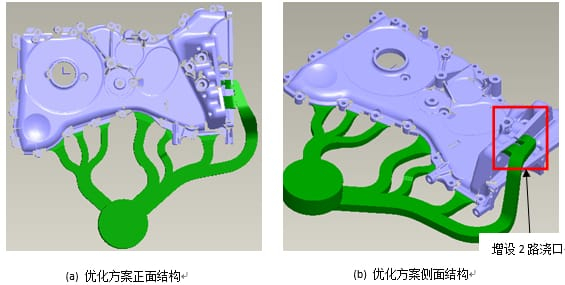
Alt: Optimized die-casting gating system with added gates and slider for engine front cover
High-Pressure Spot Cooling to the Rescue
Those 26 mm thick zones were a thermal nightmare—cooling too slowly, they practically begged for shrinkage defects. Enter high-pressure spot cooling: water at 0.2-0.3 MPa blasts through targeted cores, pulling heat out fast. The team pinpointed three cores in the thick areas and two in the slider zone for this treatment (Figure 7).
Why does it work? Rapid cooling locks in solidification before defects can form, balancing the mold’s heat profile. Simulations showed stable gas pressure—no trapped air woes—and cooling synced up nicely across most of the part. The payoff? Fewer defects, a sturdier mold, and a process that held up under scrutiny.
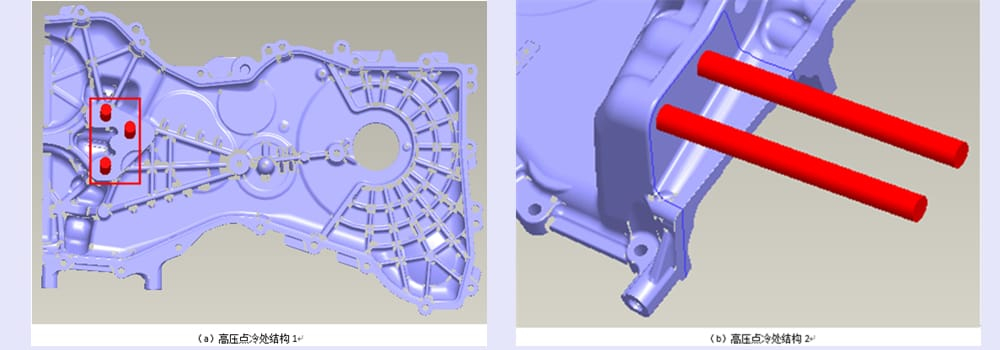
Alt: High-pressure spot cooling in die-casting mold for engine front cover
Dialing In the Process Parameters
The nuts and bolts got a thorough workout. The alloy poured at 670°C, the mold started at 180°C. Total mass hit 6.25 kg—3.4 kg for the casting, 2 kg for the gating system, and 0.85 kg for overflows. With a total projected area of 1,554 cm² and a 60 MPa injection pressure (factored up by 1.2 for safety), the locking force clocked in at 11,180 kN—perfect for the 12,500 kN machine.
A 100 mm punch ran at 0.2 m/s low speed, then 3.5 m/s high speed, filling the cavity in 0.07 seconds via a 700 mm² inner gate area (2.2 mm thick). Fill speed aligned with standards, keeping everything in the Goldilocks zone.
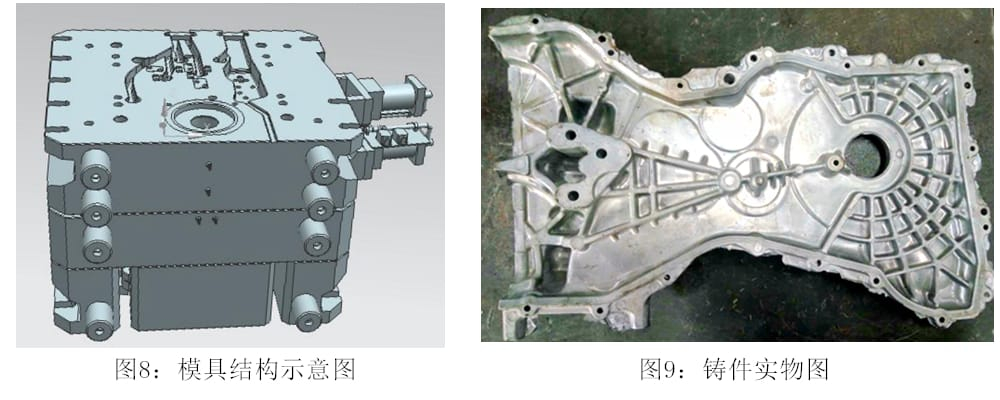
Trial Run and Real Results
The optimized mold hit the DCC1250T machine for a live test. Low-speed injection guided metal through the sprue and runners, then high-speed took over to fill fast. Post-fill, spot cooling kicked in on the thick zones, aligning solidification times across the part. The outcome? A 3.4 kg casting with a mirror-smooth finish, crisp edges, and flawless bolt holes (Figure 9). Airtightness and strength tests delivered a 96% pass rate—proof the tweaks paid off.
Alt: Optimized die-cast aluminum engine front cover with high-quality finish
Conclusion: A Roadmap for Die-Casting Mastery
This engine front cover saga shows that die-casting optimization is all about fitting the process to the part. Extra gates ironed out filling woes, spot cooling tamed thermal gremlins, and precise parameters sealed the deal. The rewards were tangible: fewer defects, a longer-lasting mold, and a production-ready process. For anyone facing complex automotive castings, this case offers a clear takeaway—understand your part, test your fixes, and let the results shine.
Key Parameters Table
| Parameter | Value |
|---|---|
| Part Size | 470 × 310 × 105 mm |
| Weight | 3.4 kg |
| Wall Thickness | 3.3-26 mm |
| Inner Gate Area | 700 mm² |
| Fill Time | 0.071 s |
| Injection Pressure | 60 MPa |
| Spot Cooling Pressure | 0.2-0.3 MPa |
| Locking Force | 11,180 kN |
| Pass Rate | 96% |



