Addressing Porosity Challenges in Aluminum Alloy Die-Cast Filters with CAE Analysis
Abstract
As aluminum alloy die casting trends toward lightweight and integrated functionality, increasingly complex part designs amplify the challenges of the die-casting process. Uneven wall thickness often leads to porosity and shrinkage defects. This study examines a communication filter as a case study, employing CAE simulation to pinpoint the root causes of porosity and propose an effective optimization strategy. The result significantly improves part quality, offering practical insights for addressing defects in similar die-cast components and refining mold gating and venting system designs.

Casting Overview
The filter, a critical component in communication equipment, is made from DC01 aluminum alloy with a casting weight of 3kg. It measures 414mm × 333mm × 38mm, with wall thickness ranging from 2mm (minimum) to 4mm (maximum), averaging 3mm. Its intricate internal labyrinth of ribs classifies it as a high-difficulty die-cast part. Used in mobile communication base stations, the filter demands high internal density and surface quality for electroplating. Porosity can cause surface bubbling during plating bake-out, making gas reduction during filling a key focus of process design.
Defect Description and Analysis
During trial production, irregular porosity was observed around the left tail pillar of the filter, with diameters ranging from 0.5mm to 3mm, appearing as smooth, round, or oval voids. X-ray inspection revealed clustered porosity near the pillar, driving a scrap rate of 27.8%.

Structural analysis identified the A-zone’s clearance design as the culprit: it caused molten aluminum to wrap around during filling, trapping gas and forming pores. In contrast, the B-zone’s smooth connectivity showed no such issues. On-site process conditions (pressure, speed) were optimal, ruling out operational errors and pointing to mold design as the primary cause.
CAE Simulation and Optimization
Using MAGMA software, die-casting simulations exposed the defect’s origin: Gate 1 filled too quickly, sealing the slag trap prematurely, while Gate 2 filled too slowly, creating an imbalance that trapped gas in the left upper corner.
The optimization plan included:

- Gate Adjustments: Halve Gate 1 to slow filling; widen Gate 2 by 5mm to the left to accelerate flow, balancing left-right filling.
- Venting Enhancement: Add exhaust channels to slag traps 3 and 4 for improved gas escape.
Post-optimization simulations confirmed a marked increase in left-side filling speed, achieving balanced flow and eliminating trapped gas in the upper left corner.
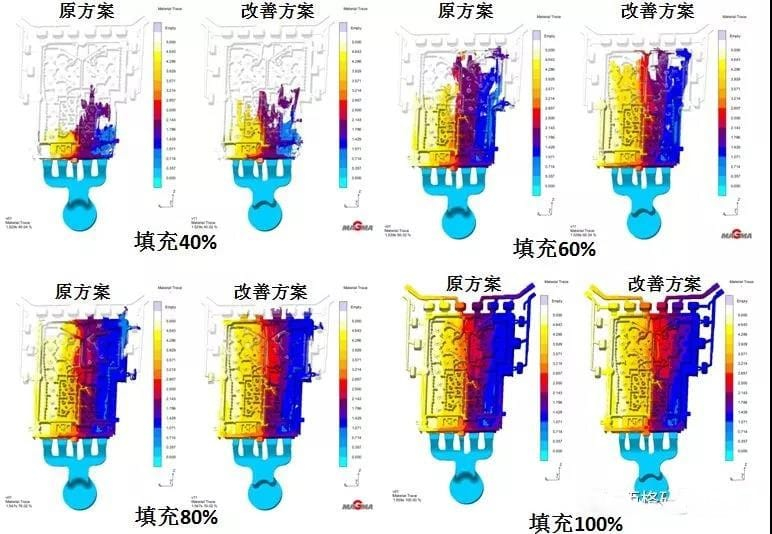
Alt: MAGMA simulation screenshot showing optimized filling balance and improved venting in an aluminum alloy filter die casting.
Validation of Improvements
Post-optimization trial production yielded excellent results. X-ray inspections showed no porosity at the defect site, reducing the scrap rate to 0%. Mass production, sample testing, and client feedback affirmed compliance with technical standards, enabling successful project validation and full-scale production. Electroplating tests further confirmed no surface bubbling, meeting the stringent demands of communication equipment.
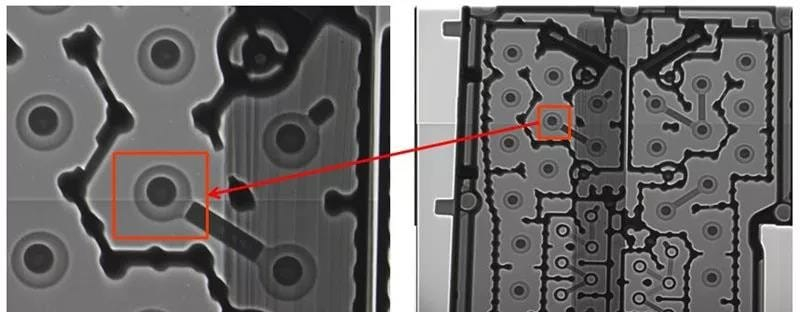
Alt: X-ray image of an optimized filter casting, displaying a defect-free, high-quality aluminum alloy part.
Conclusion
Leveraging MAGMA’s CAE simulation, this study uncovered the root causes of porosity in an aluminum alloy filter and implemented targeted optimizations to eliminate defects. By reducing the scrap rate from 27.8% to 0%, the approach not only enhanced quality but also cut mold adjustment costs and shortened development timelines, delivering substantial economic benefits. Shenzhen Yuge harnesses advanced CAE tools to provide efficient die-casting solutions. However, porosity in aluminum alloy die casting stems from multiple factors, necessitating a holistic approach in real-world production, integrating mold design, material properties, and process parameters for ongoing improvement.



