A cobertura integrada da extremidade do motor e a fundição sob pressão da caixa de velocidades são resistentes e eficientes, mas a sua precisão IT10 em bruto fica aquém da IT6 necessária para os furos dos rolamentos e os lábios de montagem. Este seguimento mergulha no pós-processamento desta peça fundida em liga de alumínio (Figura 7), abordando a sua forma peculiar e os furos ortogonais com um dispositivo de fresagem que é preciso, robusto e que gira como um profissional.
Problema: Precisão vs. Complexidade
Esta tampa de fundição, fundida com uma caixa de velocidades, acciona um veio sem-fim que passa de 960 RPM para 60 RPM através de uma turbina. Mas a sua forma irregular e os dois furos perpendiculares para os rolamentos (30 mm de diâmetro, 9 mm de profundidade) colocaram problemas:
- Fosso de precisão: A fundição injectada atingiu IT10; são necessários rolamentos e lábios IT6.
- Furos ortogonais: As configurações do torno não podiam cortar ambos de uma só vez - vários grampos matavam a perpendicularidade.
- Problemas com paredes finas: A fixação arriscava-se a deformar a delicada moldura.
A complexidade colidia com as tolerâncias apertadas - a maquinação normalizada não era suficiente.
Abordagem: Projeto de fresagem e de fixação
Para colmatar a lacuna, a equipa passou a fresar com um dispositivo de fixação personalizado:
- Processo Pick: Pesar o torno vs. a fresa para melhor se adaptar.
- Foco no equipamento: Bloqueio do posicionamento e da fixação sem distorção.
- Fator de inversão: Pregar dois furos numa só instalação.
O objetivo? Um aparelho que seja simples, preciso e que faça o trabalho rapidamente.
Métodos: Domínio da fresagem
O plano de fresagem
Com 0,5 mm restantes para maquinação, a fresagem num centro vertical assumiu a liderança:
- Tampa da extremidade: O lábio passa de 98,5 mm para 99±0,025 mm; o furo passa de 29,5 mm (8,5 mm de profundidade) para 30±0,025 mm (9 mm de profundidade).
- Caixa de velocidades: O furo corresponde às especificações da tampa da extremidade.
Os tornos chumbaram - duas configurações prejudicaram a precisão. A fresagem com um dispositivo de fixação foi bem sucedida numa.
Repartição dos equipamentos
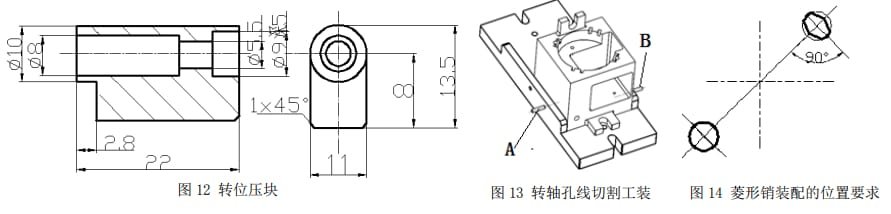
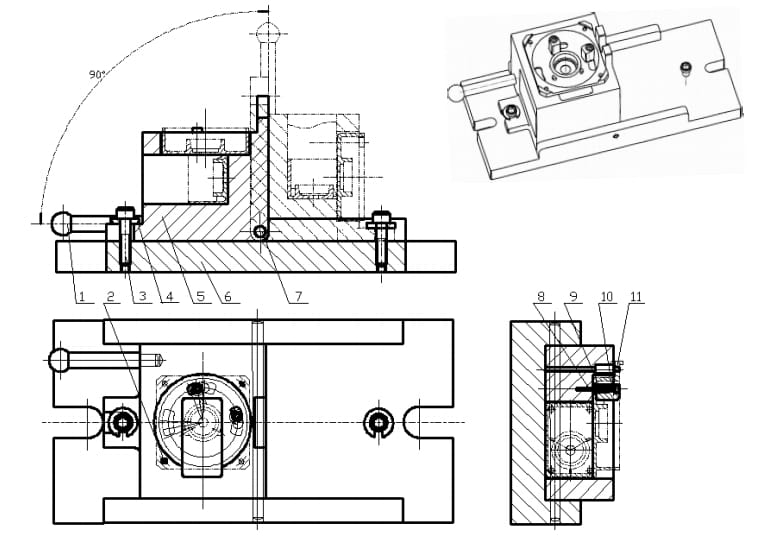
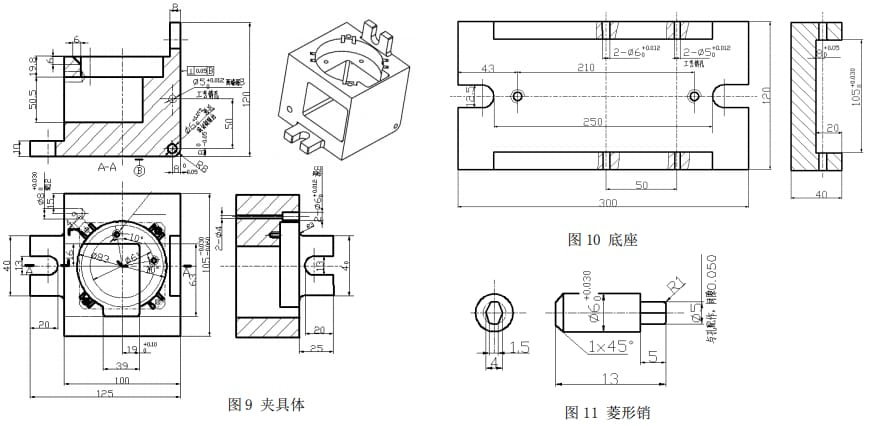
A fixação (Figura 8) inclui um corpo de pinça, uma base, um eixo pivotante, pinos e pinças giratórias:
- Posicionamento: Dois orifícios de fixação de 5 mm prendem um pino redondo e um pino de diamante, bloqueando a rotação.
- Fixação: Os blocos giratórios com parafusos e molas fixam a peça; rodam para as ranhuras de arrefecimento para serem libertados.
- Flipping: O corpo da abraçadeira gira 0°-90° num eixo de 60±0,012 mm, bloqueado por um parafuso de base e uma anilha.
Alt: Dispositivo de fresagem para cobertura da extremidade do motor e caixa de velocidades em fundição injectada
Como funciona
- Bloquear: Enfiar uma anilha e apertar o conjunto parafuso-braçadeira da base.
- Fixar: Colocar a peça fundida sobre os pinos, encaixar os blocos giratórios, apertar os parafusos.
- Tampa da extremidade da fresa: A 0°, cortar o lábio e o furo.
- Virar e moer: Desapertar, rodar a 90°, voltar a bloquear o furo da caixa de velocidades.
- Pop Off: Desapertar os blocos, rodar para as ranhuras, levantar.
A electroerosão por fio assegura a precisão de 80-0,05 mm do orifício do eixo, mantendo as viragens no ponto certo.
Alt: Dispositivo de fresagem que processa furos ortogonais numa peça fundida sob pressão
Caraterísticas de destaque
- Pino Potência: A configuração de dois pinos permite uma consistência de fundição, evitando a deformação.
- Virar 90°: Uma pinça, dois furos - a perpendicularidade mantém-se inferior a 0,05 mm.
- Truques rápidos: As anilhas e as molas aceleram as trocas sem problemas.
Porque é que funciona
O pivot da fixação permite efetuar cortes ortogonais sem voltar a fixar. A retificação de precisão e a electroerosão mantêm o pivô fiel, enquanto a fixação suave protege as paredes finas. É elegante e eficaz.
Conclusão: A precisão e a eficiência
Este dispositivo de fresagem eleva a peça fundida de IT10 para IT6, fixando as especificações do rolamento e do rebordo com uma configuração. Os seus pinos inteligentes e design giratório conquistam a complexidade, oferecendo uma solução elegante para o pós-processamento de peças fundidas complexas. Tem curiosidade em saber como é que esta peça começa a vida? Ler "Conceção do molde para a fundição injectada integrada da tampa da extremidade do motor e da caixa de velocidades" para ver a magia do molde por detrás dele.
Tabela de especificações principais
| Caraterística | Detalhes |
|---|---|
| Precisão bruta | IT10 |
| Precisão do alvo | IT6 |
| Tamanho do furo | 30±0,025 mm, 9 mm de profundidade |
| Tamanho do lábio | 99±0,025 mm |
| Ângulo de viragem | 0°-90° |



