Front Oil Seal Flange Case Study
Introduction
In automotive manufacturing, aluminum die casting delivers precision components like the front oil seal flange, critical for engine performance. However, porosity defects—gas pockets or voids—often compromise quality, leading to leaks, rework, and delays. For a front oil seal flange with an annual production of over 120,000 units, porosity in the crankshaft oil seal hole and oil pan mating surface caused a reject rate exceeding 10%. This article explores how fishbone analysis and numerical simulation resolved these issues, optimizing the die casting process for reliability and efficiency.
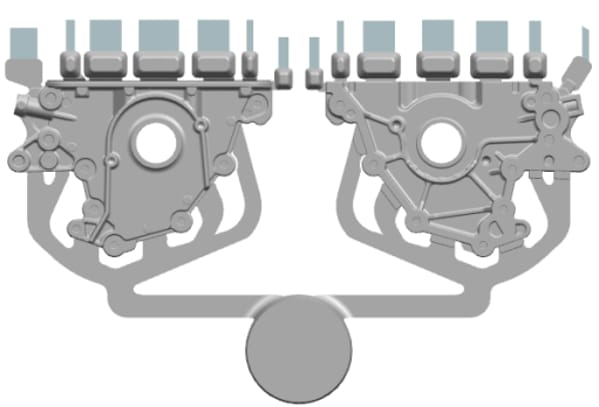
Aluminum die casting front oil seal flange for automotive engines, showcasing precision and lightweight design.
The Challenge of Porosity in Die Casting
Porosity defects in aluminum die casting arise from trapped gases, shrinkage, or poor mold design, posing significant challenges for high-precision parts. The front oil seal flange, measuring 155 mm × 100 mm × 80 mm with a 0.9 kg mass, demands stringent quality standards[^1]. Key requirements include:
- Crankshaft oil seal hole: Post-machining pores <0.5 mm, critical for sealing the crankshaft.
- Oil pan mating surface: No pores >1 mm, ensuring a leak-free connection.
- Overall porosity: Must meet VW50185 standard (<5% porosity, no pores >1 mm)[^2].
- Leak test: 100% of parts must pass 0.05 MPa pressure with leakage <5 cm³/min.
Initial production revealed severe issues: the crankshaft oil seal hole exhibited pores up to 1 mm, concentrated at the 12 o’clock position, with a porosity rate of 14%. The oil pan mating surface showed elongated pores (up to 3 mm) and loose structures, with 16% porosity. These defects accounted for over 80% of rejects, dropping the pass rate below 90%. Such failures risked engine reliability and inflated production costs.
Why Porosity Persists
Porosity in die casting stems from complex interactions between material, mold, and process. In the crankshaft oil seal hole, spherical pores with smooth inner walls suggested gas entrapment rather than shrinkage, as no significant wall thickness variations existed. Conversely, the oil pan mating surface, near a 10 mm-thick hot spot, displayed both gas pores and dendritic shrinkage voids, indicating mixed defects. These issues were aggravated by:
- Gas entrapment: Aluminum liquid flow during high-speed filling (40 m/s) trapped air in the mold cavity.
- Poor venting: Insufficient exhaust paths failed to release gases, especially at the casting’s far end.
- Mold design flaws: Inadequate slag traps allowed gas and inclusions to persist in critical areas.
Left unaddressed, these defects could lead to oil leaks, engine failure, or costly recalls, underscoring the urgency of a robust solution.
Methodical Solutions for Porosity Reduction
To tackle porosity, the team employed a fishbone diagram (Ishikawa) to pinpoint root causes and numerical simulation to validate fixes. The approach targeted two defect zones with tailored improvements.
Step 1: Analyzing Defect Causes
The fishbone diagram identified key factors:
- Crankshaft oil seal hole: Pores formed where two aluminum streams converged around the 40 mm core, trapping gas at the mold’s top (12 o’clock).
- Oil pan mating surface: Poor venting near the exhaust slots caused gas buildup, exacerbated by a thick section promoting shrinkage.
Microscopic analysis confirmed these findings. Using an AX10 Zeiss microscope at 100x magnification, the crankshaft oil seal hole showed smooth, spherical pores, ruling out shrinkage. The oil pan surface revealed mixed pores and spongy structures near an M6 threaded hole, tied to a hot spot.
Step 2: Optimizing the Crankshaft Oil Seal Hole
Simulation revealed that aluminum streams wrapped the core sequentially, meeting at the top and entrapping gas. To address this:
- Added slag trap: A conical slag trap (30 mm diameter, 15 mm depth, 25° draft) was placed at the 12 o’clock position, with a 2 mm inlet to capture gas and inclusions.
- Simulation validation: Post-modification simulations showed gas redirection to the trap, reducing porosity.
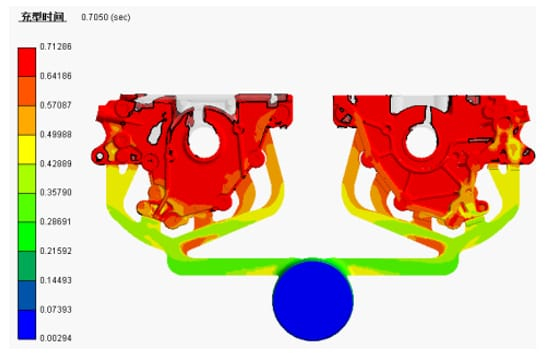
Numerical simulation of aluminum flow in die casting, optimizing porosity control for front oil seal flange.
Step 3: Improving the Oil Pan Mating Surface
The oil pan surface suffered from inadequate venting. The original 30 mm² exhaust area was insufficient for the 700 cm³ cavity volume. Calculations indicated a need for greater capacity, assuming a gas exit speed of 200 m/s[^3]. The fix included:
- Upgraded exhaust design: Replaced slot venting with a washboard-style structure, increasing the cross-sectional area to 110 mm².
- Optional vacuum assist: While not implemented, vacuum die casting could further enhance results if budget allows.
Step 4: Process and Material Control
The part used AlSi9Cu3(Fe) alloy (DIN EN 1706), valued for its fluidity and low shrinkage[^4]. Key process parameters included:
| Parameter | Value |
|---|---|
| Injection Speed | 40 m/s |
| Filling Time | 70 ms |
| Mold Temperature | 180-220°C |
| Locking Force | 9,000 kN (ZDC900) |
X-ray inspection (XG-160S) and metallographic tests ensured compliance with VW50185 post-optimization.
Results and Validation
Post-modification, the mold was tested on the ZDC900 die casting machine. Results were transformative:
- Crankshaft oil seal hole: X-ray showed no pores >0.5 mm; porosity dropped to 4%.
- Oil pan mating surface: Pores eliminated, porosity reduced to 4.5%, with no shrinkage voids.
- Pass rate: Improved from <90% to 96%, cutting scrap costs by 12%.
- Leak test: All parts passed the 0.05 MPa test with leakage <5 cm³/min, meeting VW50185 requirements.

X-ray image of optimized aluminum die casting part, showing porosity-free crankshaft oil seal hole.
Conclusion
By combining fishbone analysis, numerical simulation, and targeted mold redesign, the team eliminated porosity defects in the front oil seal flange. Strategic slag traps and enhanced venting addressed gas entrapment, boosting quality without significant cost increases. This case underscores the power of data-driven die casting optimization, offering a blueprint for tackling similar challenges in automotive components compliant with VW50185 standards.
I’m Shawn from YG Die Casting—with 20+ years in consumer-grade die casting, we craft stunning zinc, aluminum, and alloy parts. Feel free to contact us—we’ll boost your product value and happily connect you to manufacturing peer experts in other fields!
Meta Description: Discover how aluminum die casting optimization resolved porosity in front oil seal flanges, achieving 96% quality with VW50185 standards using simulation. (150 characters)



