5 практических советов по оптимизации конструкции пресс-формы для литья под давлением
Успех литья под давлением зависит от конструкции пресс-формы, которая напрямую влияет на качество продукции и эффективность производства. Для деталей потребительского класса, таких как корпуса автомобильных дроссельных заслонок, плохо спроектированная форма может привести к браку, достигающему 48%. Как технология может оптимизировать этот процесс? В этой статье на основе анализа потока пресс-форм даются пять практических советов по улучшению конструкции пресс-форм, снижению брака и обеспечению последовательности в ваших проектах литья под давлением.
Тематическое исследование: Проблемы с пресс-формами для корпуса дроссельной заслонки
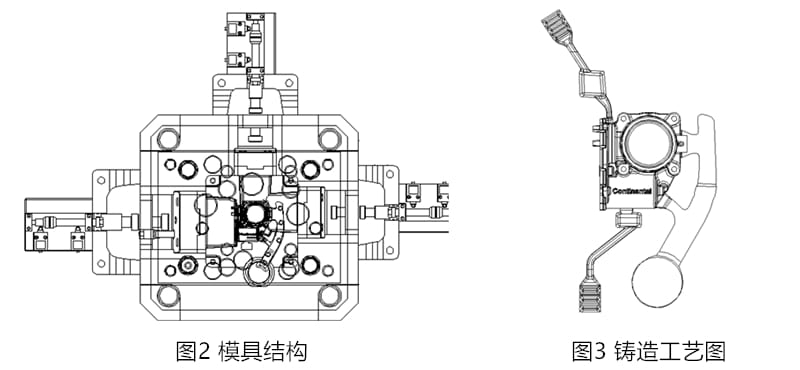
Для изготовления корпуса дроссельной заслонки B15B с неравномерной толщиной стенок (1,7-5 мм) и глубокими полостями (штифты 1,3 мм × 9 мм) используется 1-гнездная пресс-форма с тремя гидравлическими ползунами для выталкивания сердечника. Несмотря на это, производство столкнулось с проблемами недолива и пористости, в результате чего количество брака составило 48,52%.
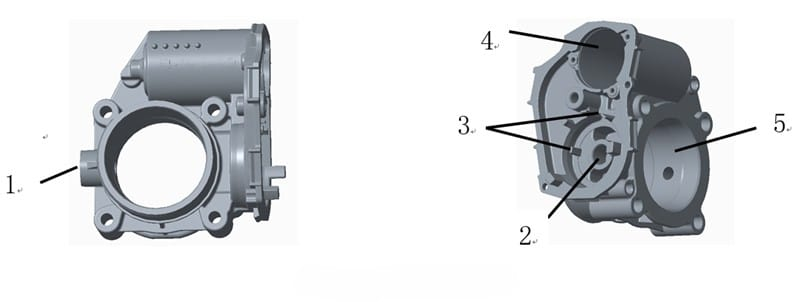
Альт: Схема 1-гнездной литейной формы с тремя гидравлическими заслонками для корпуса дроссельной заслонки B15B.
Анализ потока пресс-форм помог нам найти решения, которые позволили сформулировать эти пять советов:
5 практических советов по оптимизации
Добавьте вентиляцию для глубоких полостей
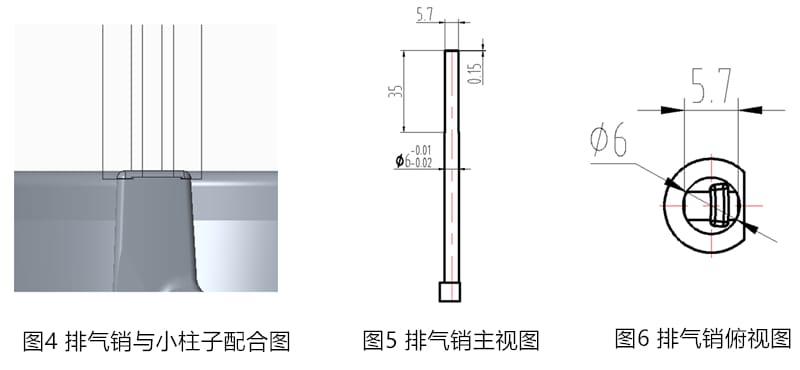
Недоливы в предельных штифтах возникали из-за скопления газа в глубоких полостях. Добавление вентиляционного штифта (диаметр 6 мм, уплощение 0,15-0,2 мм) вблизи штифта улучшает заполнение - идеальный вариант для любой детали с глубокой полостью.
Альт: Схема, показывающая вентиляционный штифт, установленный рядом с ограничительными штифтами для предотвращения недолива в формах для литья под давлением.Усовершенствованные системы перелива
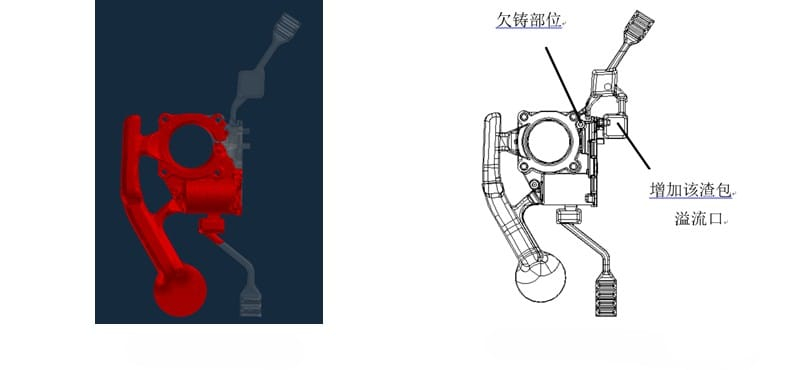
Периферийный недолив произошел на конце заливки из-за отсутствия вентиляционных отверстий. Добавление шлакоуловителя и переливного отверстия позволило вывести холодный материал и газы, обеспечив полное формование.
Альт: Расположение шлакоуловителя и переливного отверстия в литейной форме для устранения периферийных дефектов литья под давлением.Усиленное охлаждение ядра
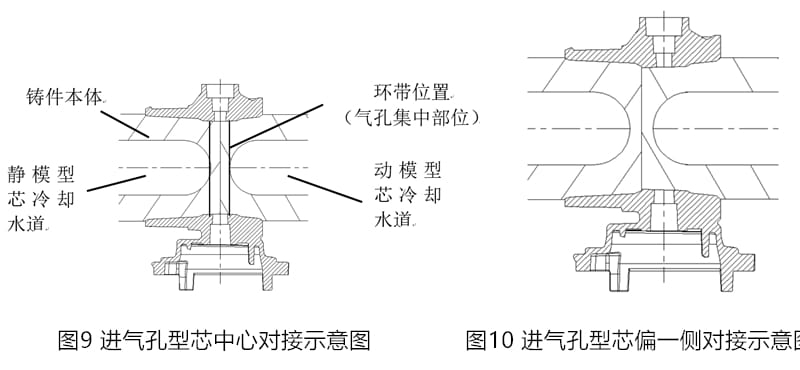
Пористость в кольце воздухозаборника возникала из-за накопления тепла на стыках сердечника. Расширение водяного канала подвижного сердечника в область кольца создало холодный слой, уменьшив пористость.
Альт: Поперечное сечение формы для литья под давлением с расширенным каналом охлаждения в подвижном стержне для минимизации пористости.Регулировка угла внутренних ворот
Наклон внутреннего затвора в 27° вызывал проблемы с потоком. Увеличение его до 35° (в пределах стандарта 30°-45°) сгладило поток сплава и уменьшило пористость затвора.
Альт: Иллюстрация оптимизированного наклона внутреннего затвора под углом 35° в литейной форме для улучшения течения расплавленного сплава.Анализ потока пресс-форм
Все усовершенствования основывались на моделировании потока в пресс-форме, которое выявляло газовые ловушки, зазоры в системе охлаждения и пути потока, что обеспечивало точность, основанную на данных.
Приложения
Эти советы распространяются не только на дроссельные заслонки, но и на формы для литья под давлением потребительского класса для бытовой техники, кронштейнов для электроники и т. д. Оптимизированная пресс-форма позволила снизить количество брака до уровня ниже 10%, что доказывает ее универсальность.
Заключение
Конструкция пресс-формы является основой успешного литья под давлением, а анализ течения в пресс-форме в сочетании с разумными изменениями - это кратчайший путь к уменьшению количества дефектов. Эти пять советов, от вентиляции до охлаждения, дают результат. Вам нужно повысить качество литья под давлением или сократить производственные затраты? Мы предлагаем экспертный анализ течения в пресс-форме и услуги по литью под давлением - свяжитесь с нами, чтобы узнать больше!



