Как оптимизировать конструкцию поперечных бегунков для пресс-форм для литья башен амортизаторов EV с помощью моделирования потока
Принципы: Перекрестная конструкция повышает качество литья EV
В электромобилях (EV) особое внимание уделяется облегчению конструкции, поэтому амортизационные стойки являются ключевыми конструктивными деталями, для изготовления которых используется вакуумное литье под давлением, обеспечивающее высокую прочность и минимальное количество дефектов. Расположение поперечных бегунов диктует поведение потока расплава и контроль давления газа, определяя внутреннее качество литых деталей. Традиционные испытания пресс-форм являются медленными и дорогостоящими, но программное обеспечение для моделирования Flow-3D предлагает научный подход, анализируя пути течения для быстрой проверки конструкции. Это гарантирует соответствие отливок стандартам термообработки T6 (например, предел текучести 339,8 МПа, удлинение 6,7%).
Проблема: дефекты поперечных бегунков, вызывающие дефекты литья под давлением
Амортизационная стойка EV (549 мм × 408 мм × 281 мм, толщина стенок ≥3 мм, вес 3,74 кг) изготавливается методом вакуумного литья под давлением и требует обработки по стандарту T6, что делает ее склонной к внутренней пористости. Первоначальные конструкции кросс-бегов привели к:
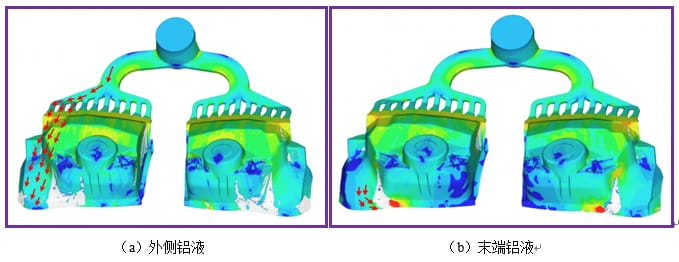
- Внешний край Улавливание газа: Быстрое заполнение задерживает газы.
- Воздушные карманы с торцевыми наконечниками: Неравномерные боковые потоки препятствуют выхлопу.
- Проблемы с толстым сечением: Турбулентный центральный поток с рискованной пористостью.
Эти недостатки литья под давлением требуют оптимизации на основе моделирования.
Подход: Руководство по проектированию кросс-раннеров и проверка потока
1. Выбор входной поверхности для литья под давлением
3D-модель ударной башни (см. рис. 1) не нуждается в слайдах, что позволяет использовать несколько точек входа. Анализ исключает грани C и D (ограничено пространство), сосредоточившись на гранях A и B. Линия A имеет более плоскую полость, в то время как B - сложную, с многоуровневыми ступенями. Моделирование Flow-3D (см. рис. 2) показывает, что поверхность A обеспечивает стабильное заполнение, в отличие от турбулентного потока в B, что делает A предпочтительным местом для литья под давлением.

Рисунок 1: 3D-модель амортизационной башни EV и варианты входа, описание структуры и вариантов заливки
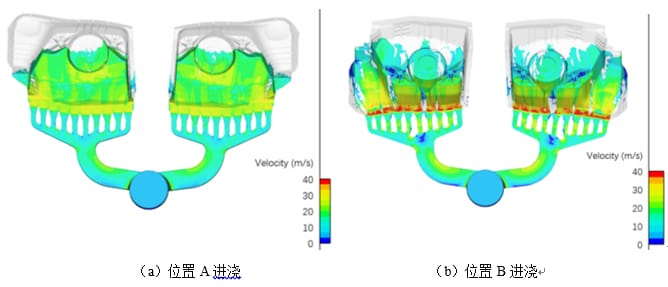
Рисунок 2: Моделирование скорости заполнения входной грани, проверка грани грани A
2. Поэтапная доработка дизайна кросс-раннеров
Схема 1: Начальная точка
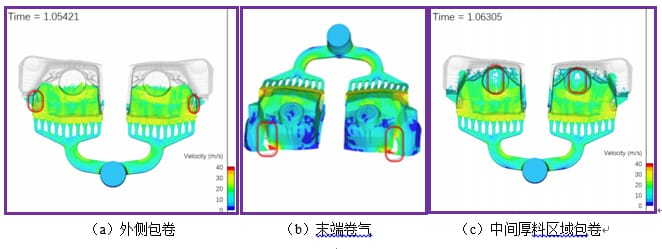
Моделирование заливки с торца A (см. рис. 3) выявило захват на внешних краях, торцевых кончиках и в толстой центральной части. Внешние проблемы возникают из-за быстрого заполнения вокруг поворотов, карманы на торцевых кончиках - из-за неровных сторон, а центральные дефекты - из-за плохой непрерывности потока, что влияет на качество литья под давлением.
Рисунок 3: Схема 1 моделирования скорости заполнения, выявление зон захватаСхема 2: Суженные внутренние ворота
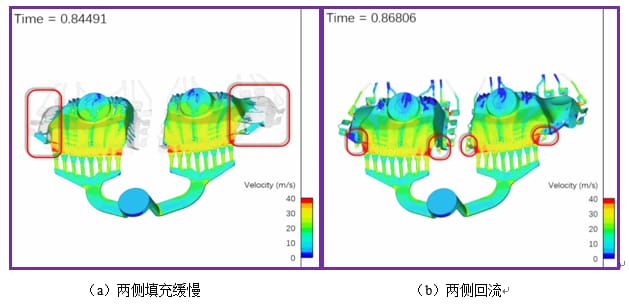
Сужение внутренних затворов (см. Рисунок 4) замедляет внешний поток. Моделирование (см. Рисунок 5) уменьшает захват, но задерживает заполнение боковых поверхностей, вызывая обратный поток. Это нарушает правило последовательного заполнения литейной формы, поэтому схема 2 отпадает.
Рисунок 4: Модель системы ворот по схеме 2, подробное описание регулировки ворот
Рисунок 5: Схема 2 моделирования скорости заполнения, выявляющая недостатки обратного потокаСхема 3: Руководство по буферу и потоку
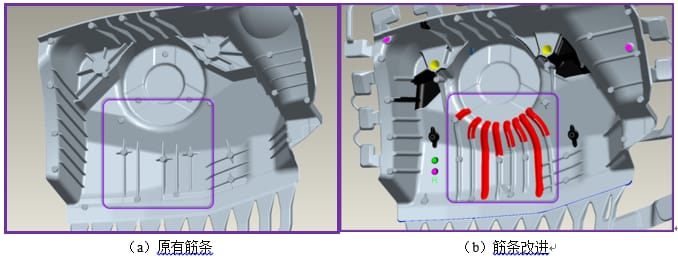
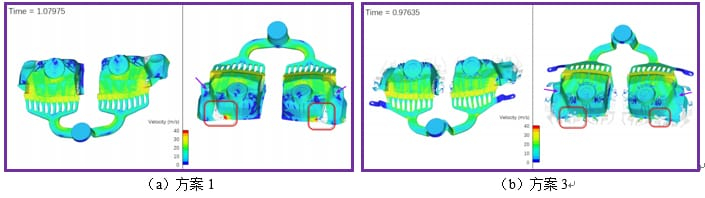
Пути потока в схеме 1 (см. Рисунок 6) показывают внешнее улавливание инерционных потоков, закручивающихся внутрь. Схема 3 добавляет буферную зону (см. рис. 7) для замедления потока и регулировки углов, настраивая внешние ворота. Ребра направляют толстый центр (см. рис. 8). Моделирование (см. рис. 9) сокращает захват на 80%, сглаживая поток.
Рисунок 6: Схема 1, диаграмма направления потока, объясняющая причины захвата
Рисунок 7: Модель системы стробирования по схеме 3, с изображением буферной зоны
Рисунок 8: Диаграмма усиления ребер, улучшение потока в толстом сечении
Рисунок 9: Сравнение схемы 1 и схемы 3, подтверждающее оптимизацию

3. Проверка вакуумной вытяжки при литье под давлением
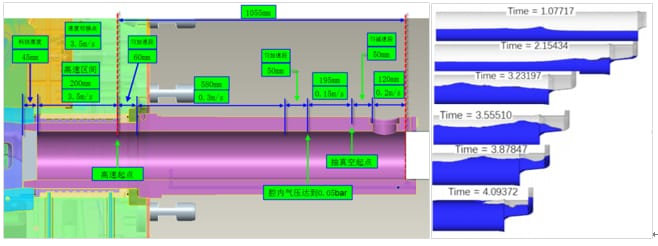
Проверка потока пуансонов: Моделирование по схеме 3 (см. рис. 11) показывает стабильное течение ствола, при этом параметры (см. рис. 10) хорошо подобраны.

Рисунок 10: Параметры инжекции и вакуума, определение параметров процесса
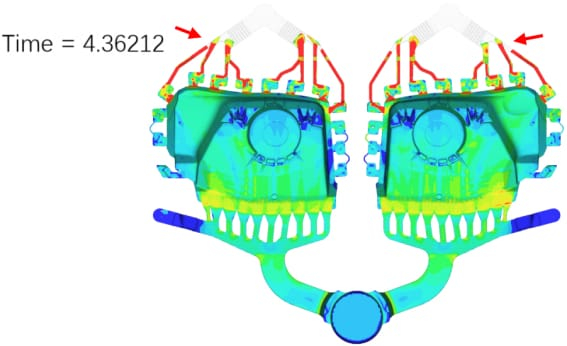
Рисунок 11: Схема 3 Моделирование движения пуансона, проверка стабильности потокаВремя выхлопа: Моделирование вакуума (см. рис. 12) обеспечивает синхронное поступление потока в выпускные отверстия, повышая эффективность литья под давлением.

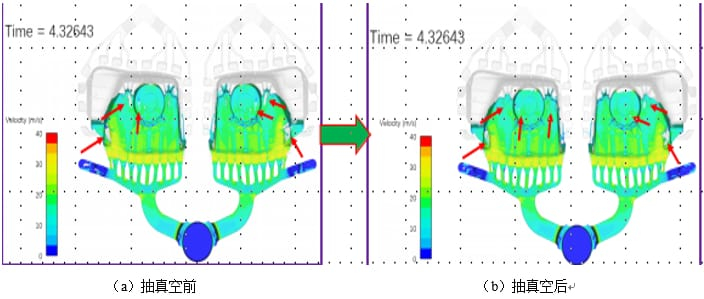
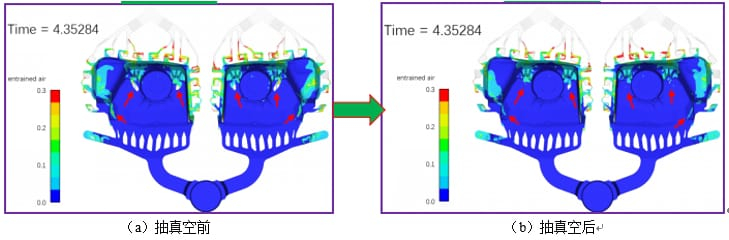
Рисунок 12: Моделирование скорости вакуумного наполнения, подтверждающее эффективность выхлопаВакуумное воздействие: Моделирование до и после вакуумирования (см. рис. 13 и 14) показывает улучшение однородности и уменьшение захвата газа.

Рисунок 13: Сравнение скорости до и после вакуумирования, демонстрирующее повышение равномерности
Рисунок 14: Сравнение до и после вакуумного захвата, уменьшение пористости

4. Прогнозирование и устранение дефектов литья под давлением
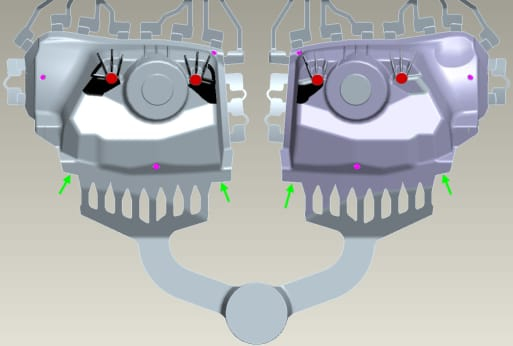
Моделирование (см. рис. 15) выявляет плохое заполнение вблизи отверстий для подвески, что может привести к дефектам в напряженных зонах. Сдавливающие штифты (см. рис. 16) снижают пористость ниже 0,1%, обеспечивая прочность.
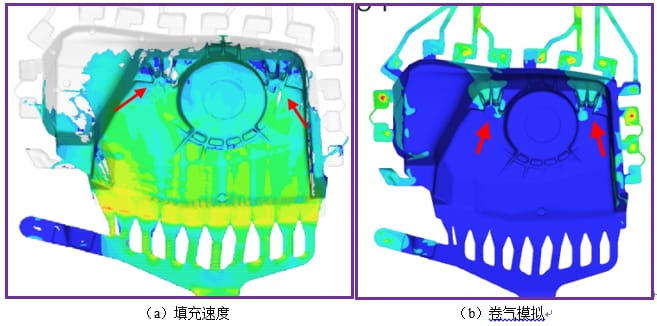
Рисунок 15: Карта прогнозирования дефектов, выделяющая риски, связанные с отверстиями в подвеске
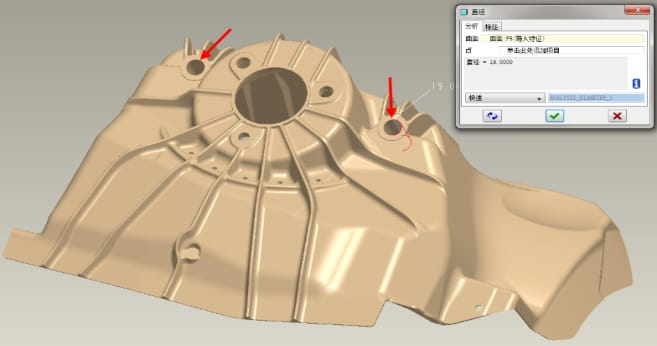
Рисунок 16: Конструкция сжимающего штифта для отверстий в подвеске, детализация локализованного решения
Реферат: Реальные преимущества кросс-раннерного дизайна
Используя амортизационную стойку EV в качестве корпуса, литые кросс-рейсеры получили правила - плоский вход, буферные зоны, ребра, направляющие поток, вакуумный выхлоп и выжимные штифты:
- Повышение качества: 80% меньше вкраплений, пористость <0,1%, соответствие спецификациям T6 (текучесть 339,8 МПа, удлинение 6,7%).
- Эффективность побед: 30% ускорение разработки, 20% снижение затрат.
- Надежная проверка: Поточное моделирование упрощает итерации и прогнозирование дефектов.
Этот подход к проектированию методом литья под давлением предлагает практичный и эффективный проект структурных компонентов EV.



