Интегрированная литая крышка двигателя и редуктора отличается прочностью и эффективностью, но ее точность IT10 не дотягивает до IT6, необходимой для отверстий под подшипники и крепежных кромок. В этом продолжении мы рассмотрим постобработку этой отливки из алюминиевого сплава (рис. 7), решив проблему ее причудливой формы и ортогональных отверстий с помощью фрезерного приспособления, которое точно, прочно и переворачивается как профессионал.
Проблема: точность против сложности
Эта литая крышка, соединенная с коробкой передач, управляет червячным валом, понижающим частоту вращения 960 об/мин до 60 об/мин через турбину. Но ее неправильная форма и два перпендикулярных отверстия под подшипники (диаметр 30 мм, глубина 9 мм) создавали проблемы:
- Точный зазор: Литье под давлением IT10; подшипники и губы IT6.
- Ортогональные отверстия: Токарные станки не могли резать оба за один раз - несколько зажимов убивали перпендикулярность.
- Тонкостенные проблемы: Зажим рисковал деформировать хрупкую раму.
Сложность противоречила жестким допускам - стандартная обработка была не по зубам.
Подход: Чертеж фрезерного станка и приспособления
Чтобы устранить этот пробел, команда перешла на фрезерование с использованием специального приспособления:
- Процесс подбора: Взвесьте токарный и фрезерный станки, чтобы получить оптимальный вариант.
- Фокус на приспособлениях: Фиксация позиционирования и зажима без перекосов.
- Фактор подбрасывания: Забивайте гвозди в два отверстия за одну установку.
Цель? Приспособление, которое просто, точно и быстро выполняет работу.
Методы: Мастерство фрезерования без задержки
План фрезерования
Когда для обработки оставалось 0,5 мм, лидирующую позицию занял фрезерный станок на вертикальном центре:
- Торцевая крышка: Губа от 98,5 мм до 99±0,025 мм; отверстие от 29,5 мм (глубина 8,5 мм) до 30±0,025 мм (глубина 9 мм).
- Коробка передач: Отверстие соответствует спецификации торцевой крышки.
Токарные станки не справились с двумя настройками, что привело к снижению точности. Фрезерование с помощью приспособления улучшило результат в одном случае.
Разбивка приспособлений
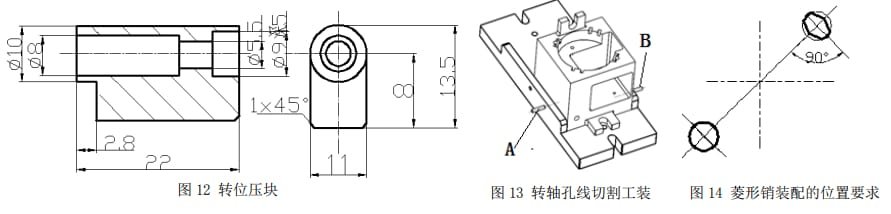
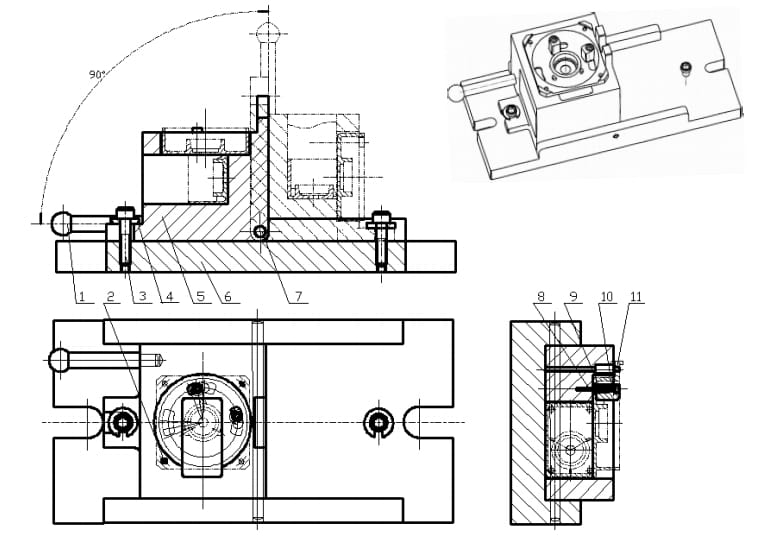
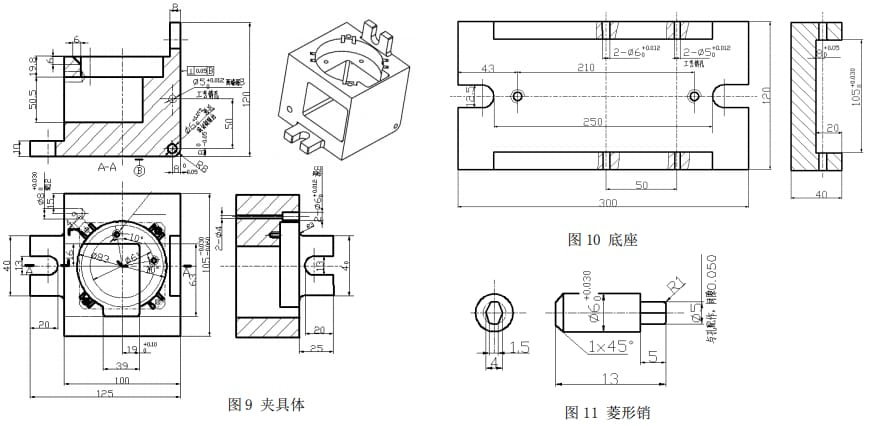
Приспособление (Рисунок 8) состоит из корпуса зажима, основания, поворотного вала, штифтов и поворотных зажимов:
- Позиционирование: Два монтажных отверстия диаметром 5 мм фиксируют круглый и алмазный штифты, блокируя вращение.
- Зажим: Поворотные блоки с винтами и пружинами фиксируют деталь; для освобождения они откидываются в пазы для охлаждения.
- Перелистывание: Корпус зажима поворачивается на 0°-90° на валу диаметром 60±0,012 мм, фиксируемом опорным винтом и шайбой.
Альт: Приспособление для фрезерования литой торцевой крышки двигателя и редуктора
Как она работает
- Заблокируйте его: Проденьте шайбу, затяните комплект винт-хомут основания.
- Зажим: Наденьте отливку на штифты, установите поворотные блоки, затяните винты.
- Крышка торца фрезы: Под углом 0° разрежьте губу и расточите отверстие.
- Флип и мельница: Ослабьте, поверните на 90°, снова зафиксируйте в отверстии коробки передач.
- Поп-офф: Ослабьте блоки, поверните к пазам, освободите.
Проволочная электроэрозионная обработка обеспечивает точность отверстия вала 80-0,05 мм, что позволяет точно выполнять перевороты.
Альт: Фрезерное приспособление для обработки ортогональных отверстий на литой детали
Выделяющиеся особенности
- Контакт Питание: Двухконтактная установка обеспечивает постоянство отливки, предотвращая деформацию.
- Переворот на 90°: Один зажим, два отверстия - перпендикулярность не превышает 0,05 мм.
- Быстрые трюки: Шайбы и пружины ускоряют замену без лишних хлопот.
Почему это работает
Переворот приспособления позволяет выполнять ортогональные резы без повторного зажима. Прецизионная шлифовка и EDM обеспечивают точность поворота, а мягкий зажим защищает тонкие стенки. Это элегантно и эффективно.
Заключение: Точность и эффективность
Это фрезерное приспособление поднимает литую деталь с IT10 до IT6, обеспечивая точность подшипника и кромки за одну установку. Его умные штифты и шарнирная конструкция устраняют сложности, предлагая удобное решение для последующей обработки сложных отливок. Любопытно узнать, как эта деталь начинает жить? Читать "Конструкция пресс-формы для интегрированного литья под давлением торцевой крышки двигателя и редуктора", чтобы увидеть магию плесени.
Таблица основных характеристик
| Характеристика | Деталь |
|---|---|
| Сырая точность | IT10 |
| Точность цели | IT6 |
| Размер отверстия | 30±0,025 мм, глубина 9 мм |
| Размер губ | 99±0,025 мм |
| Угол переворота | 0°-90° |



